Reprise manteau de roue Ø3400
𝗨𝘀𝗶𝗻𝗮𝗴𝗲 & 𝗿𝗲𝗰𝘁𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻 𝗱𝘂 𝗳𝗹𝗮𝗻𝗰 𝗱𝗲 𝗯𝗮𝗻𝗱𝗮𝗴𝗲 Ø𝟰𝟰𝟳𝟬
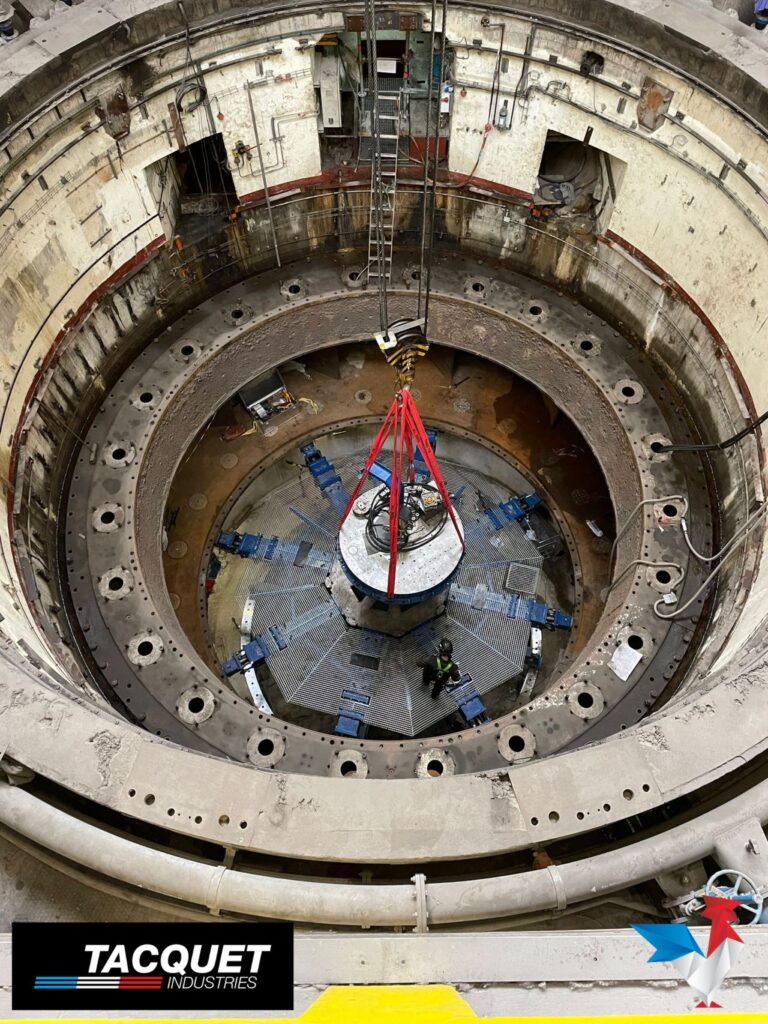
Reprendre un manteau de roue Ø3400 d’une turbine Kaplan par usinage et tout ça sur site ?! Cela aussi les équipes de TACQUET INDUSTRIES savent le faire !
Si vous voulez en savoir plus, c’est par ici 👇
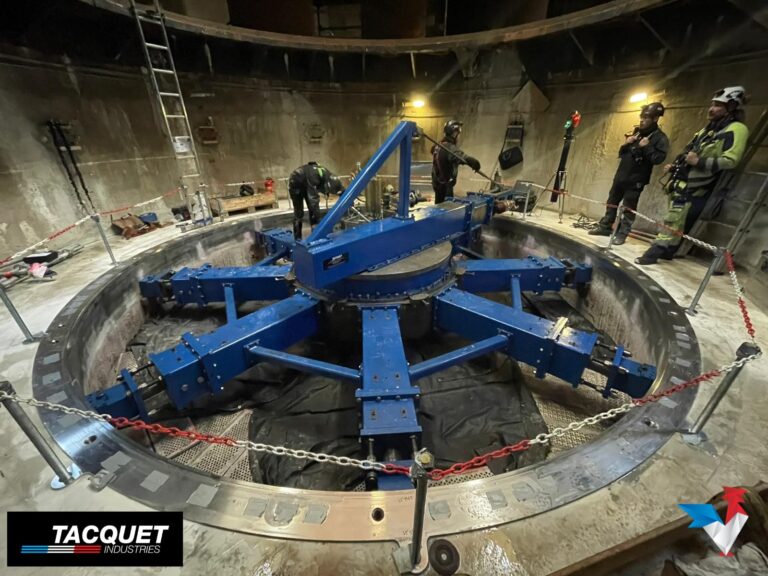
Durant le mois de juillet, nos équipes ont eu le privilège de pouvoir travailler sur la rénovation d’un autre groupe de centrale hydroélectrique. ♻️💧
LA MISSION : 🔍
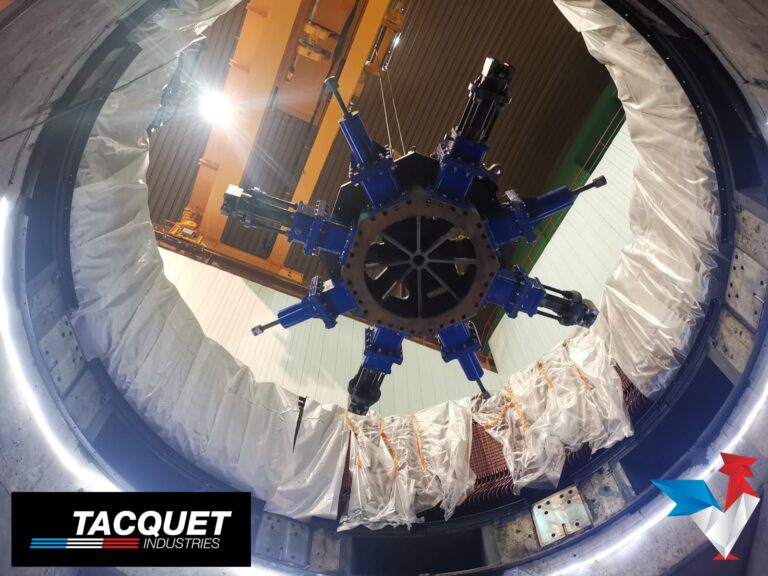
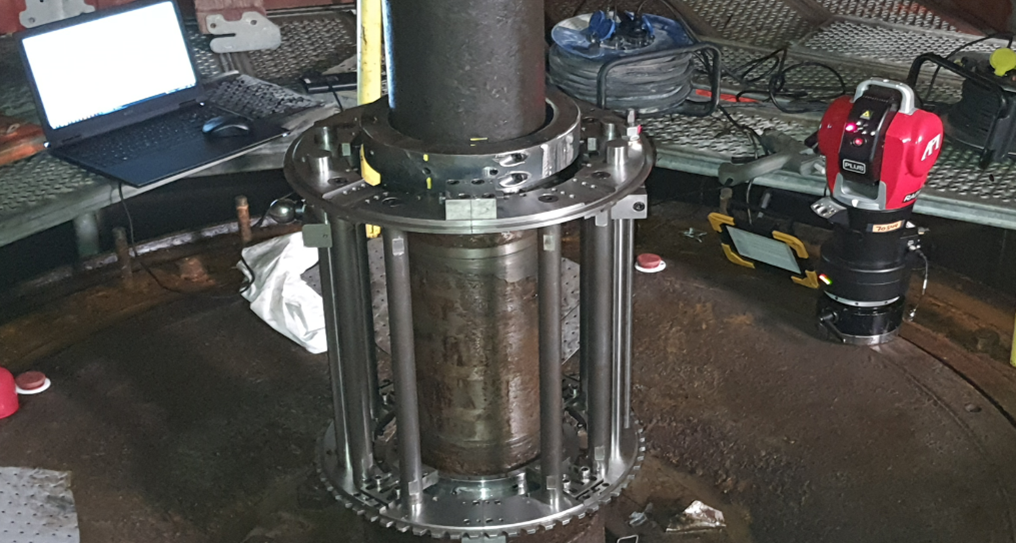
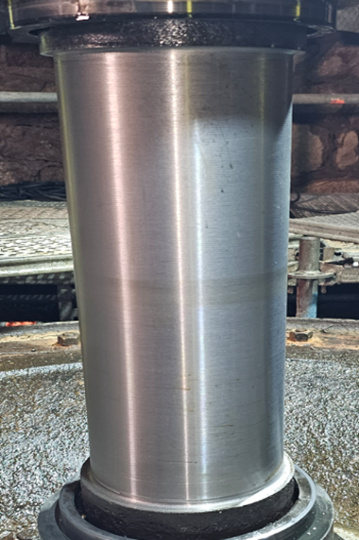
– Reprise de la partie cylindrique et sphérique Ø3400 du manteau de roue sur une hauteur de 1m.
Tolérances demandées : 🔑
– Côte finale du diamètre du cylindre et de la sphère Ø3400
– Etat de surface : Ra 3.2 max
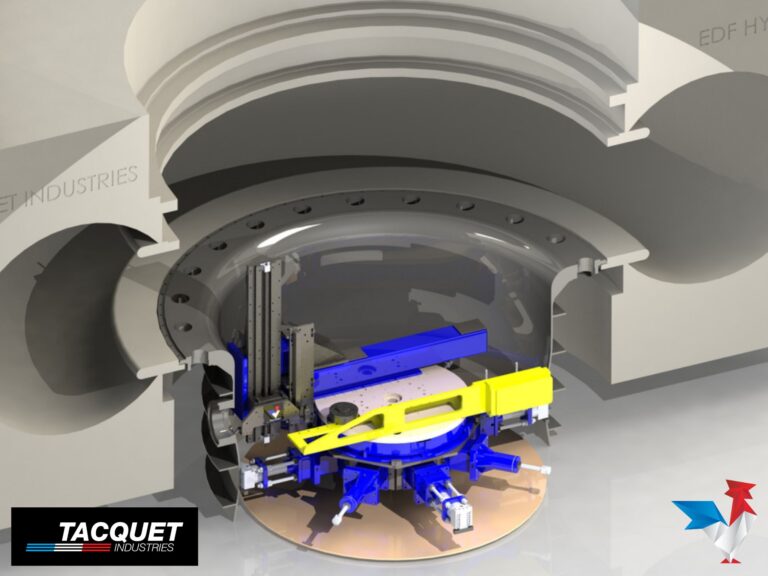
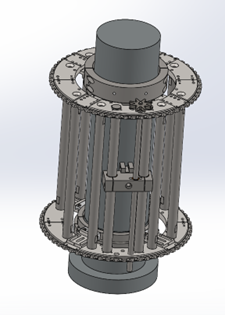
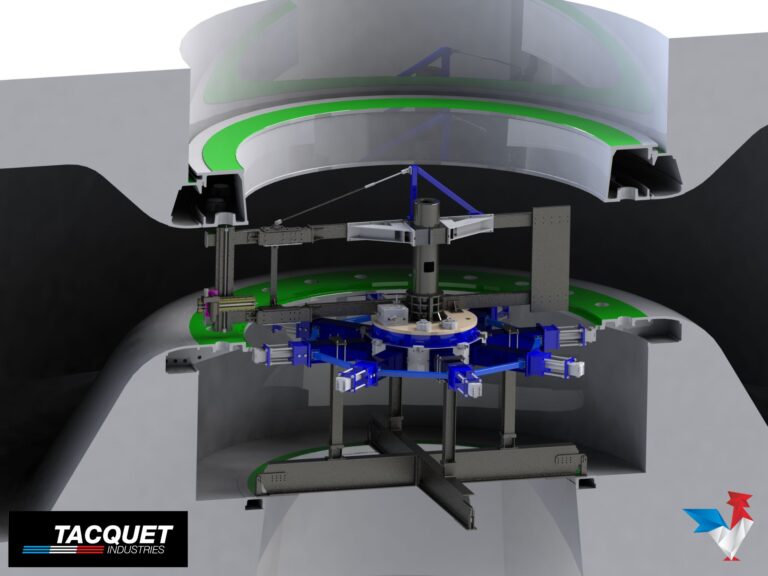
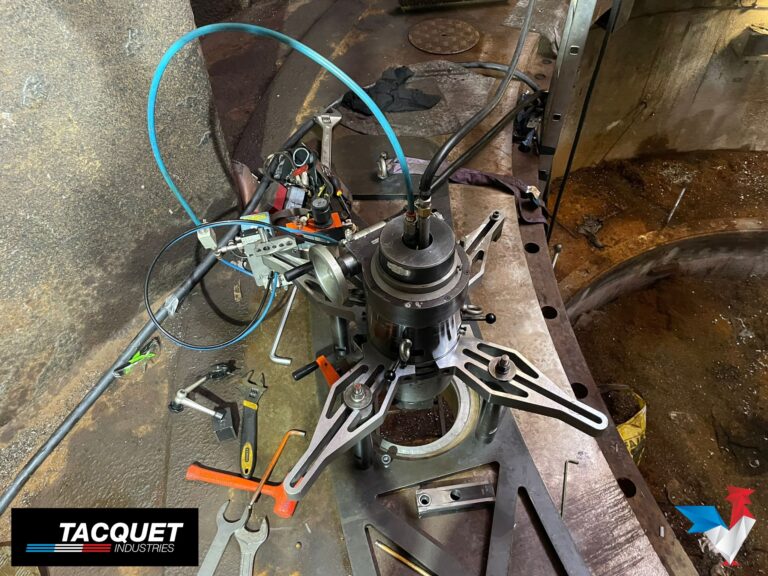
Machine utilisée : Aléseuse-Surfaceuse TI6500 🎯
La subtilité sur ce chantier réside dans la mise au point d’un copieur complètement mécanique permettant de suivre et de récréer la forme d’origine du manteau. Aucune CNC n’a été utilisée pour la réalisation de cette opération. 👌
Intervenir sur ce type de chantier nous permet d’améliorer nos techniques afin de pouvoir délivrer une qualité de prestation et de services optimale pour nos clients !
VERDICT : 🏆Mission réussie🏆
Cette nouvelle réussite a pu être obtenue grâce à une préparation rigoureuse en amont par notre Bureau d’Etudes ainsi que par le professionnalisme de nos techniciens sur site. 💯
Nous remercions Automated Precision Europe GmbH pour leur appui sur ce projet.
Nous remercions également notre client EDF pour sa confiance sur ce projet et particulièrement Pol Piedfer et Loic Potel pour l’organisation du chantier. 🤝