Notre intervention s’est déroulée en plusieurs étapes :
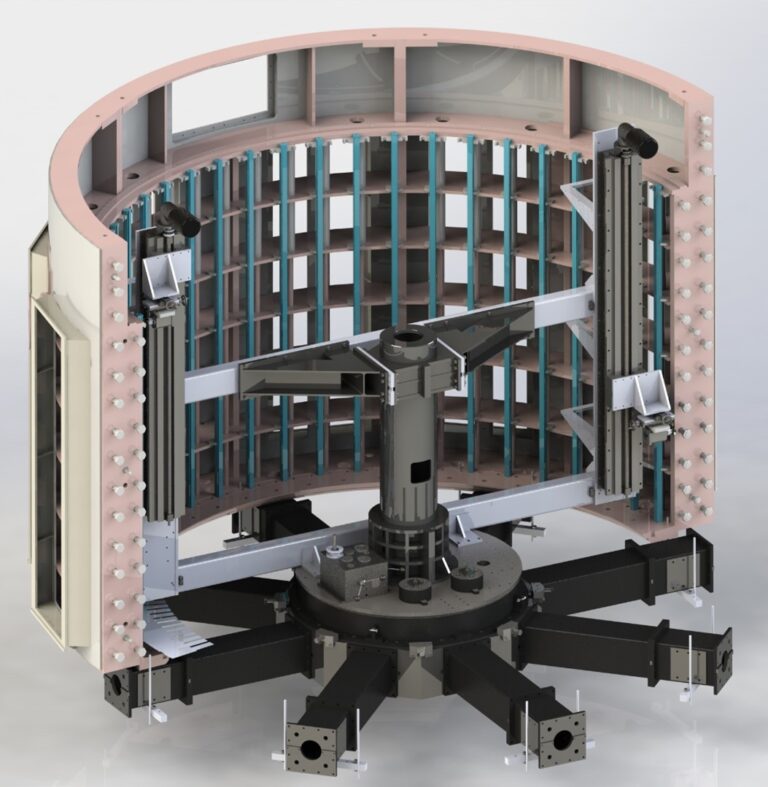
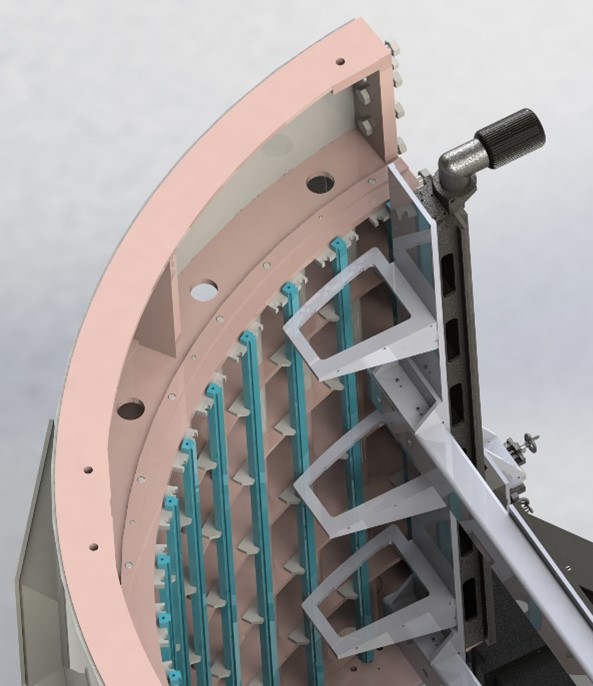
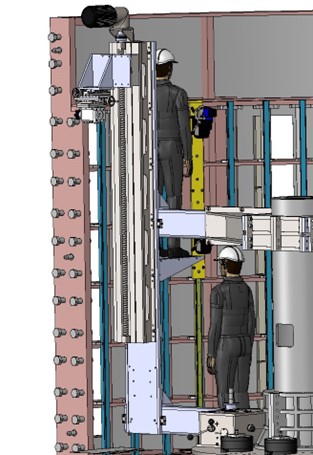
- Etape 1: Analyse du sujet dans notre Bureau d’Etude (faisabilité, implantation de nos machines dans l’environnement de travail 3D).
- Etape 2: Réalisation des contrôles avant-travaux (Tracker Laser) par une entreprise extérieure.
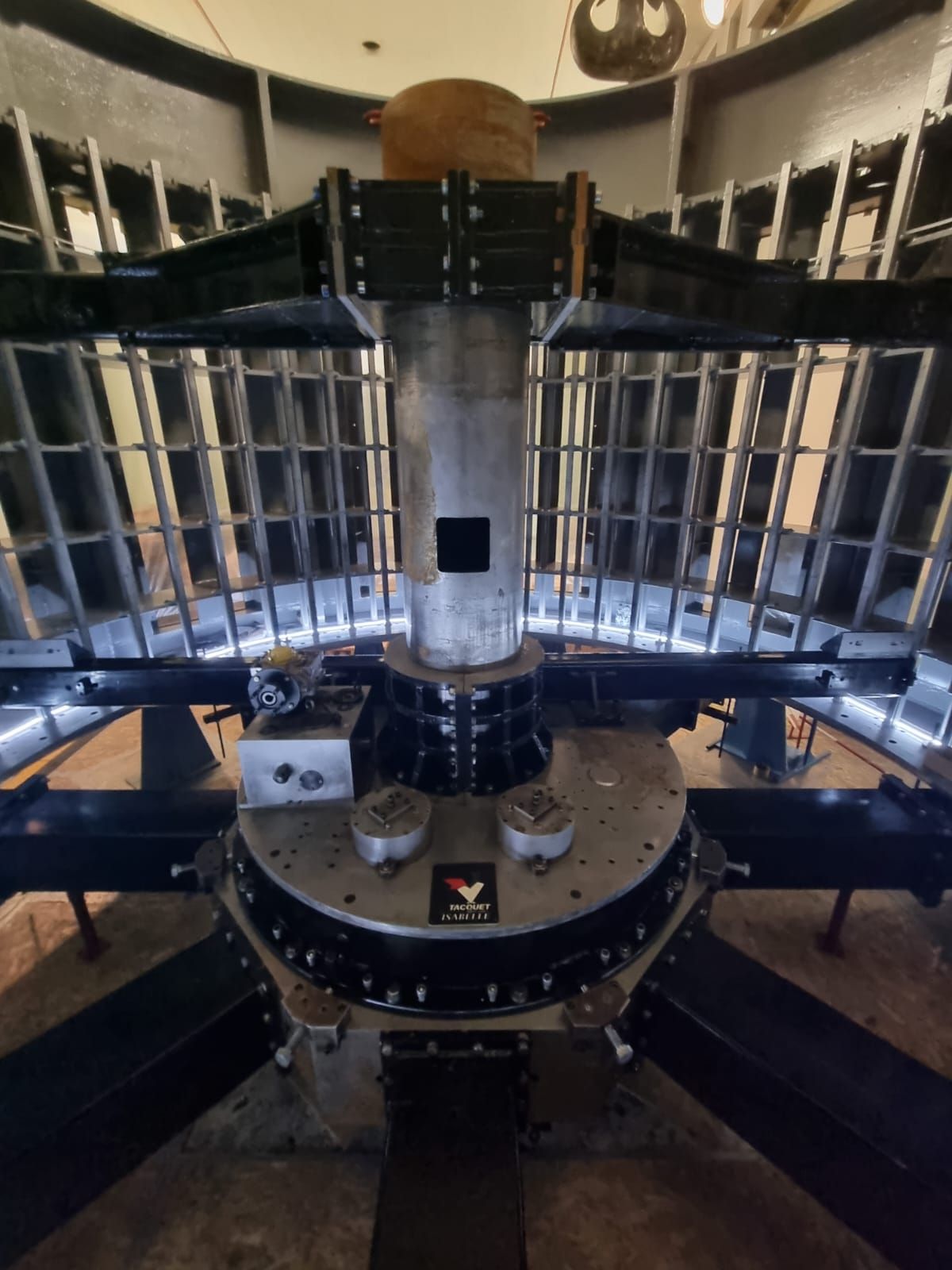
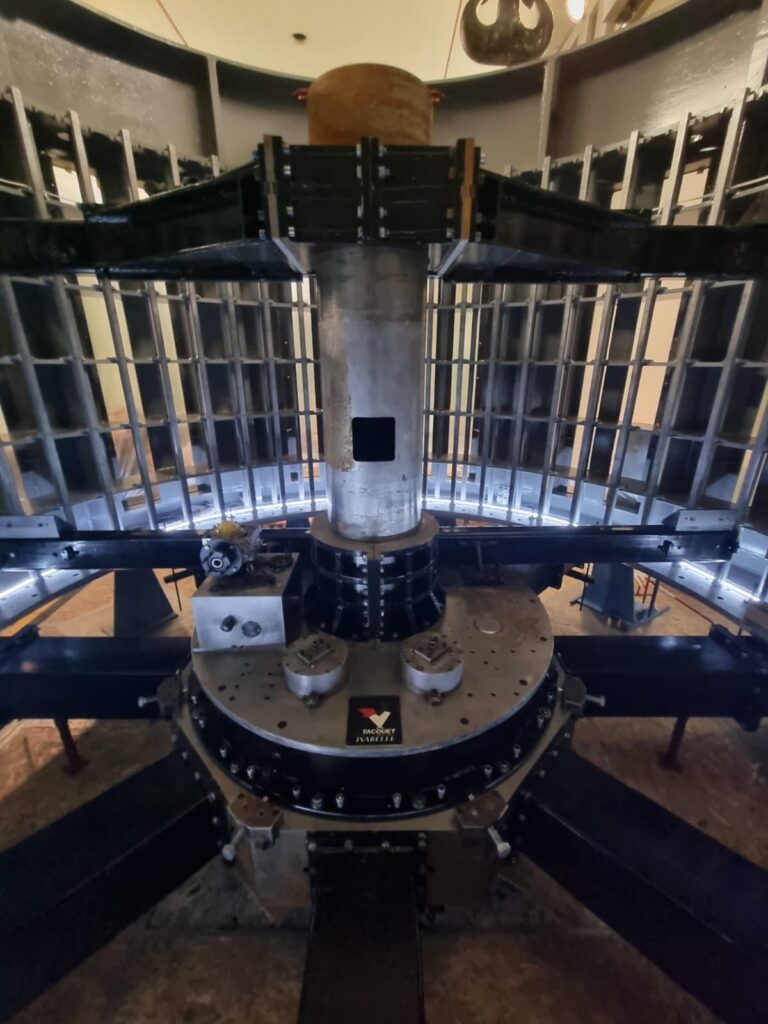
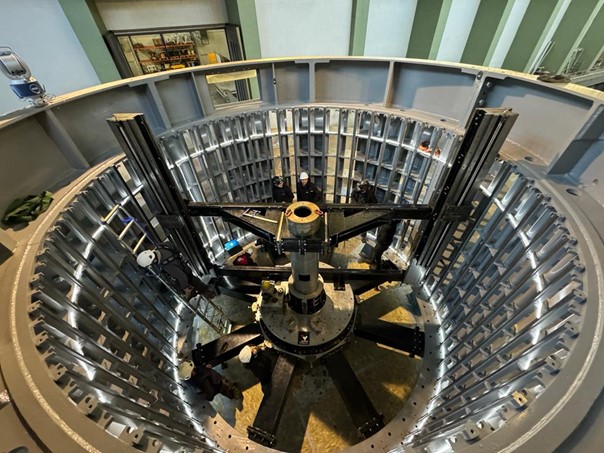
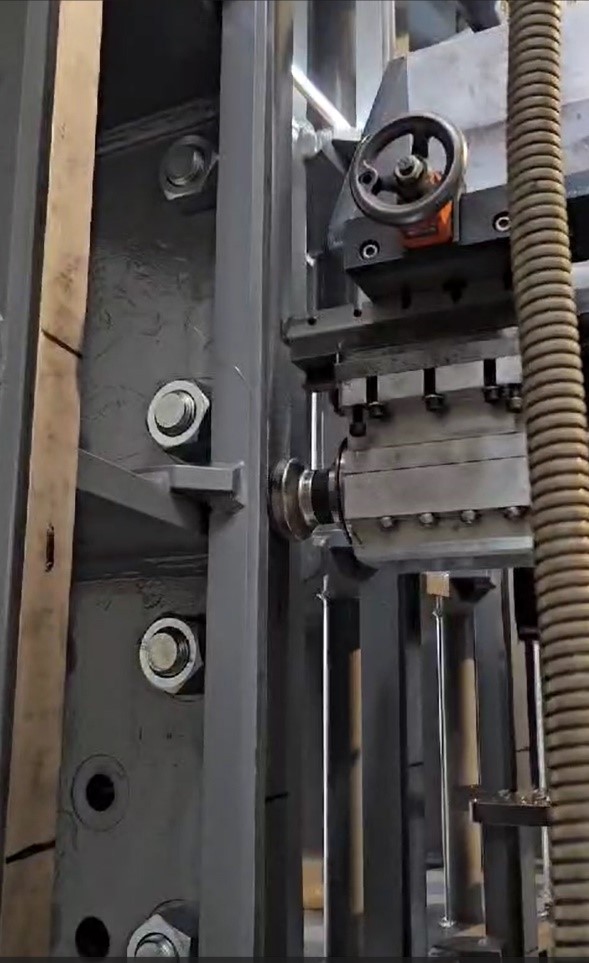
- Etape 3: Mise en place de notre machine sur site et usinage.
- Etape 4: Réalisation des contrôles après-travaux (Tracker Laser) par une entreprise extérieure.