Réhabilitation d’une turbine COO
Tous les articles
PAR DATE
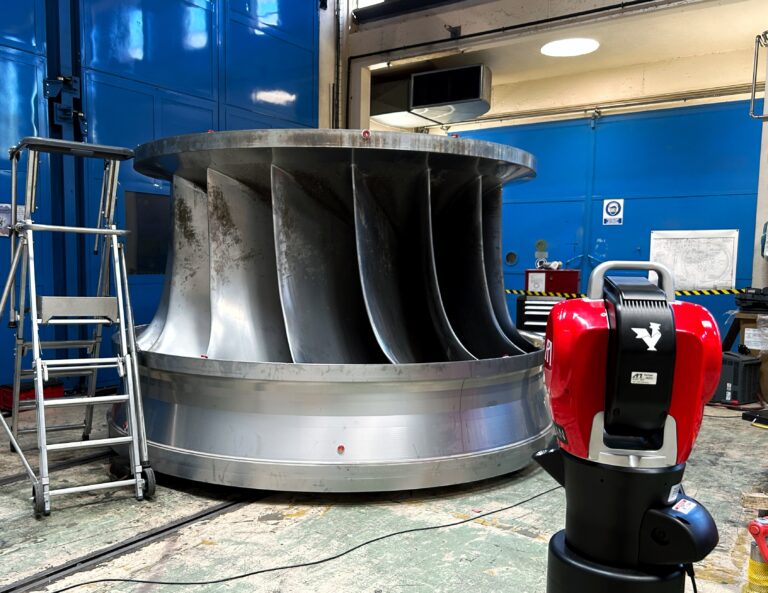
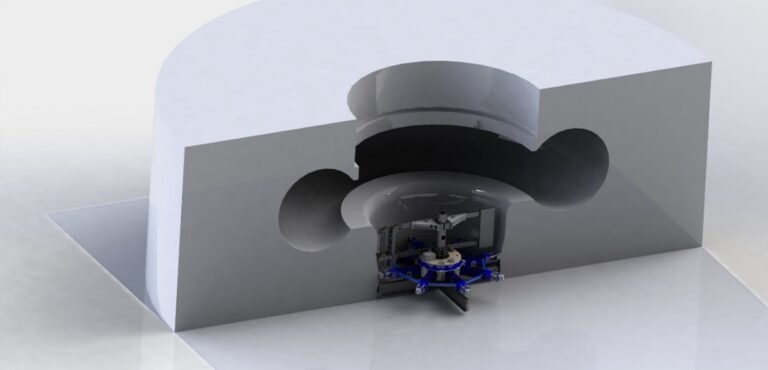
Centrale hydraulique de Coo-Trois-Ponts, France
RÉHABILITATION D’UNE TURBINE

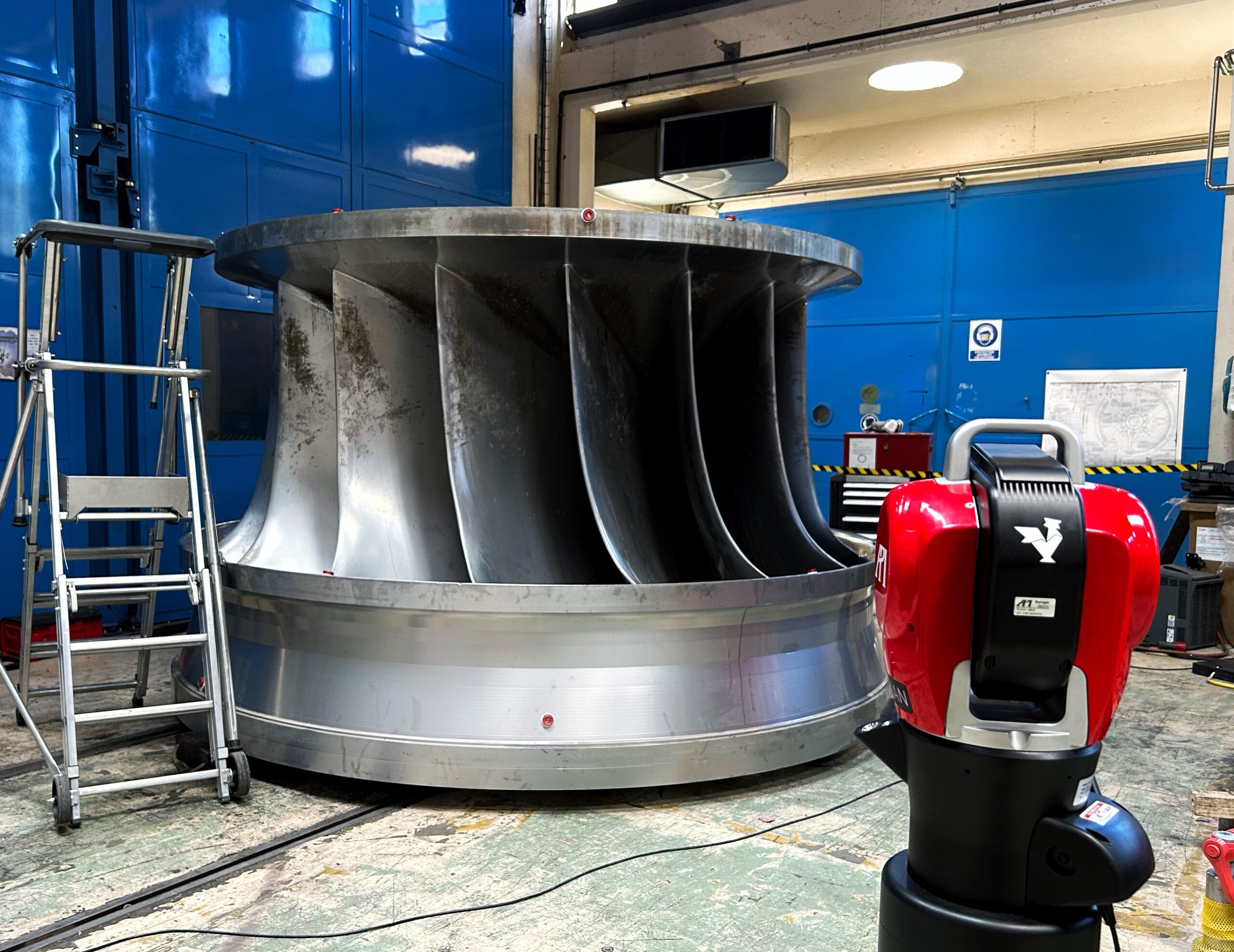
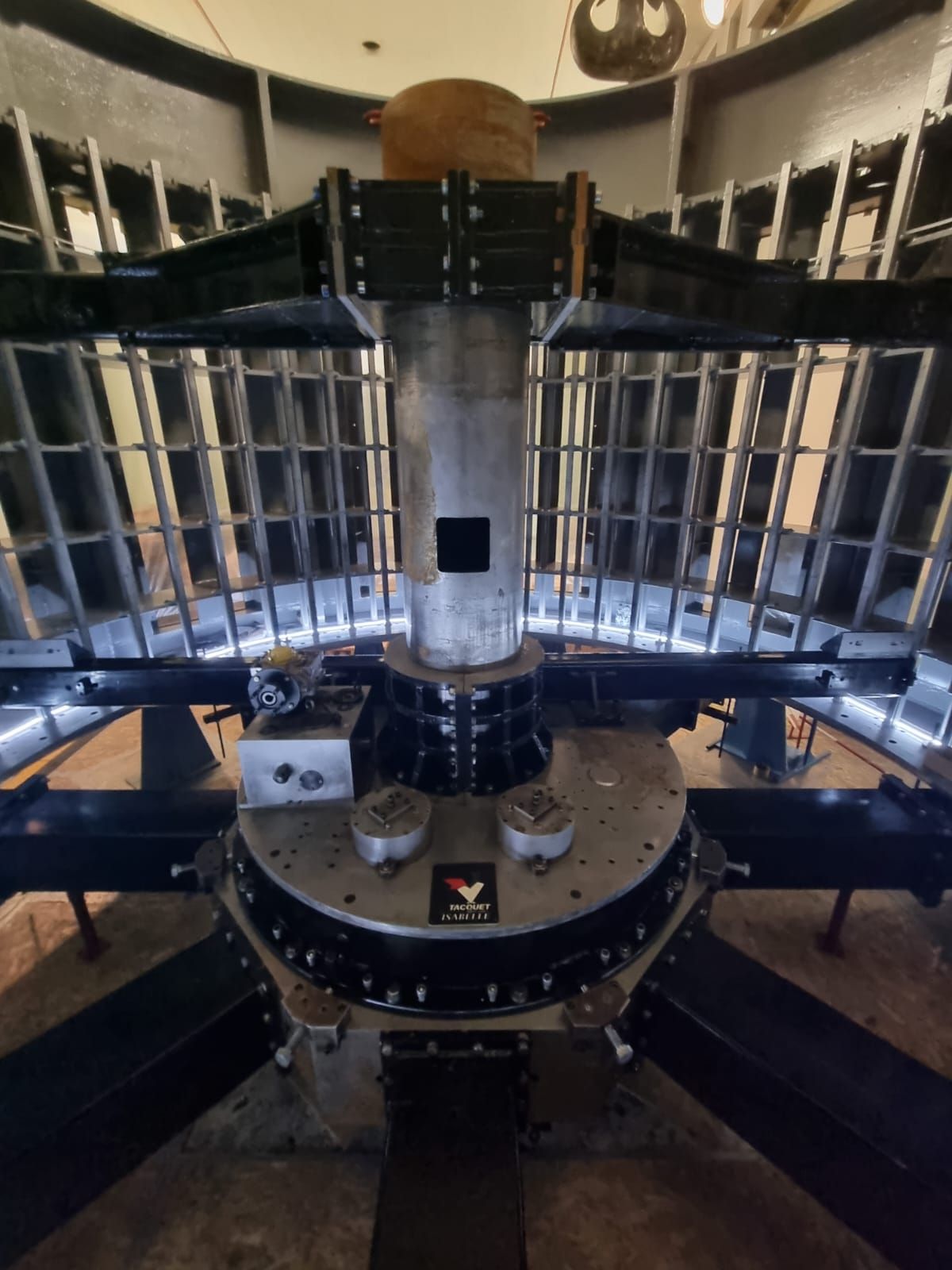
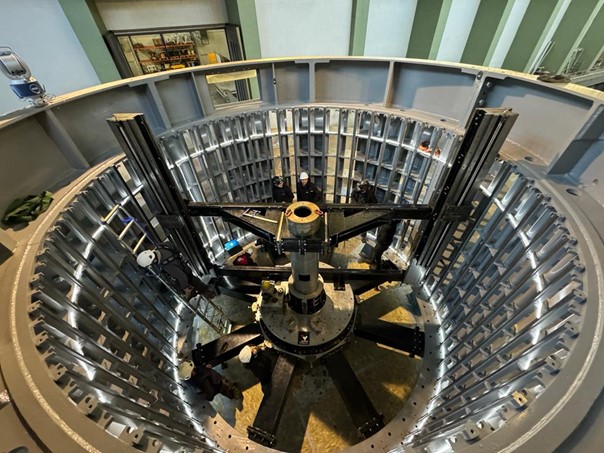
Une dernière intervention pour bien finir l’année 2024, usinage du groupe 2 de la magnifique centrale de Coo Trois-Ponts.
- RÉALISATION
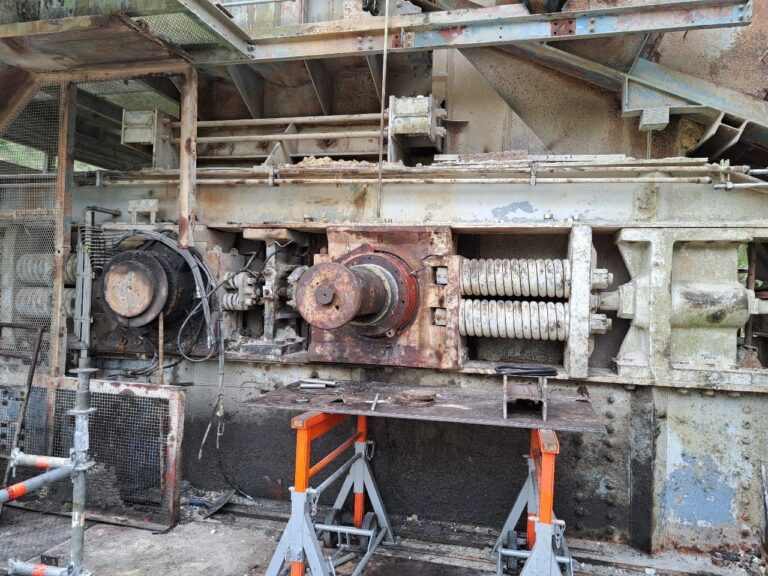
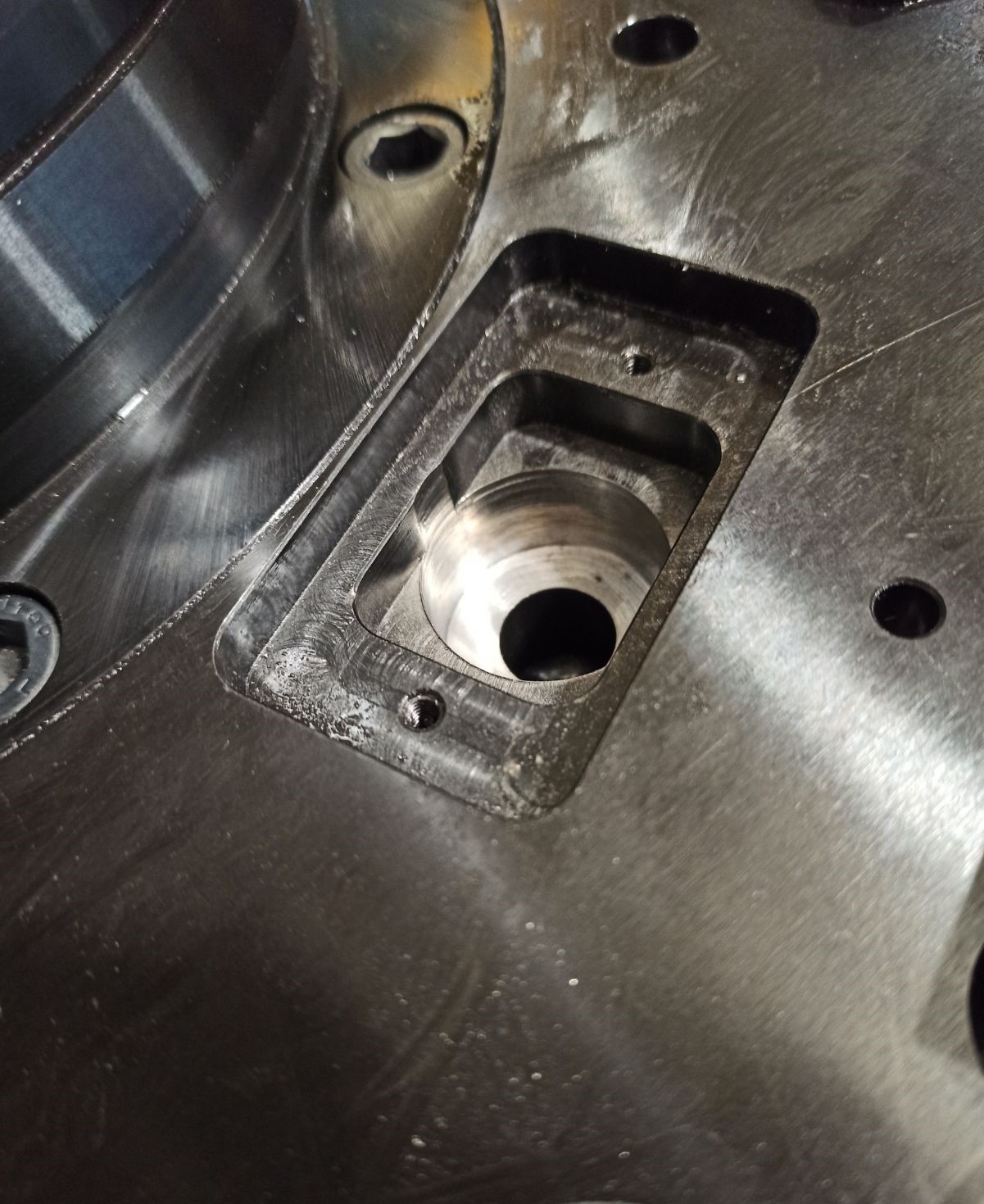
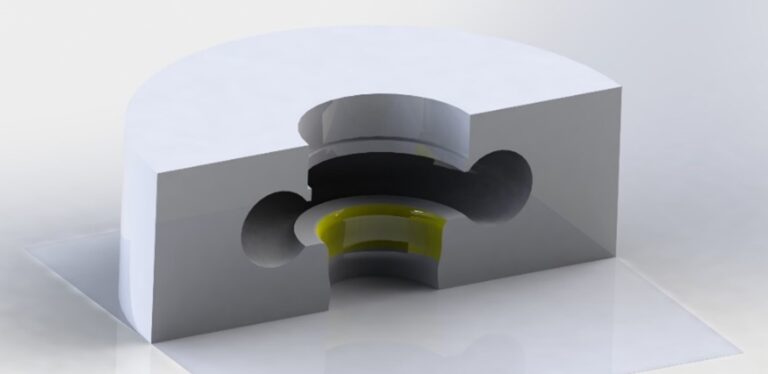
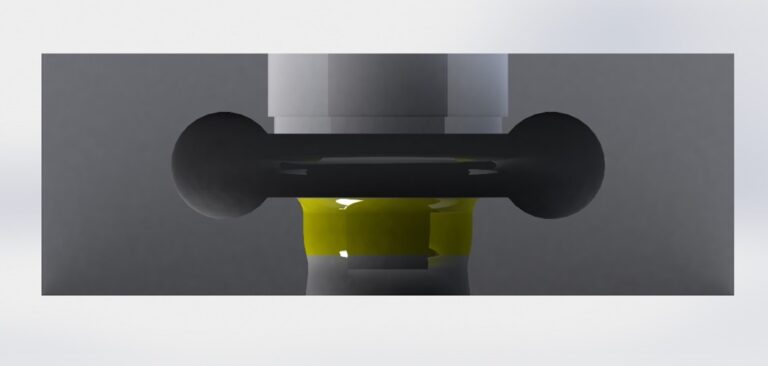
Réhabilitation pour une future surpuissance:
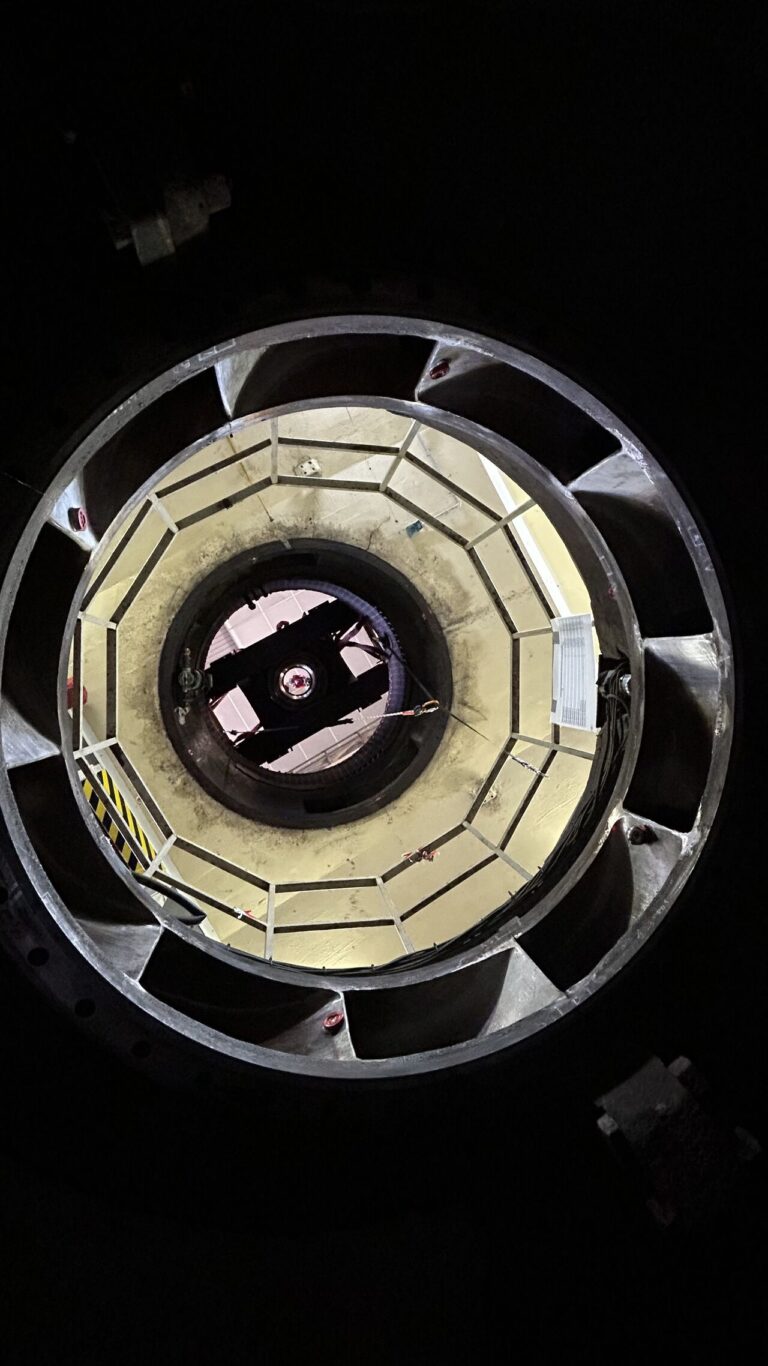
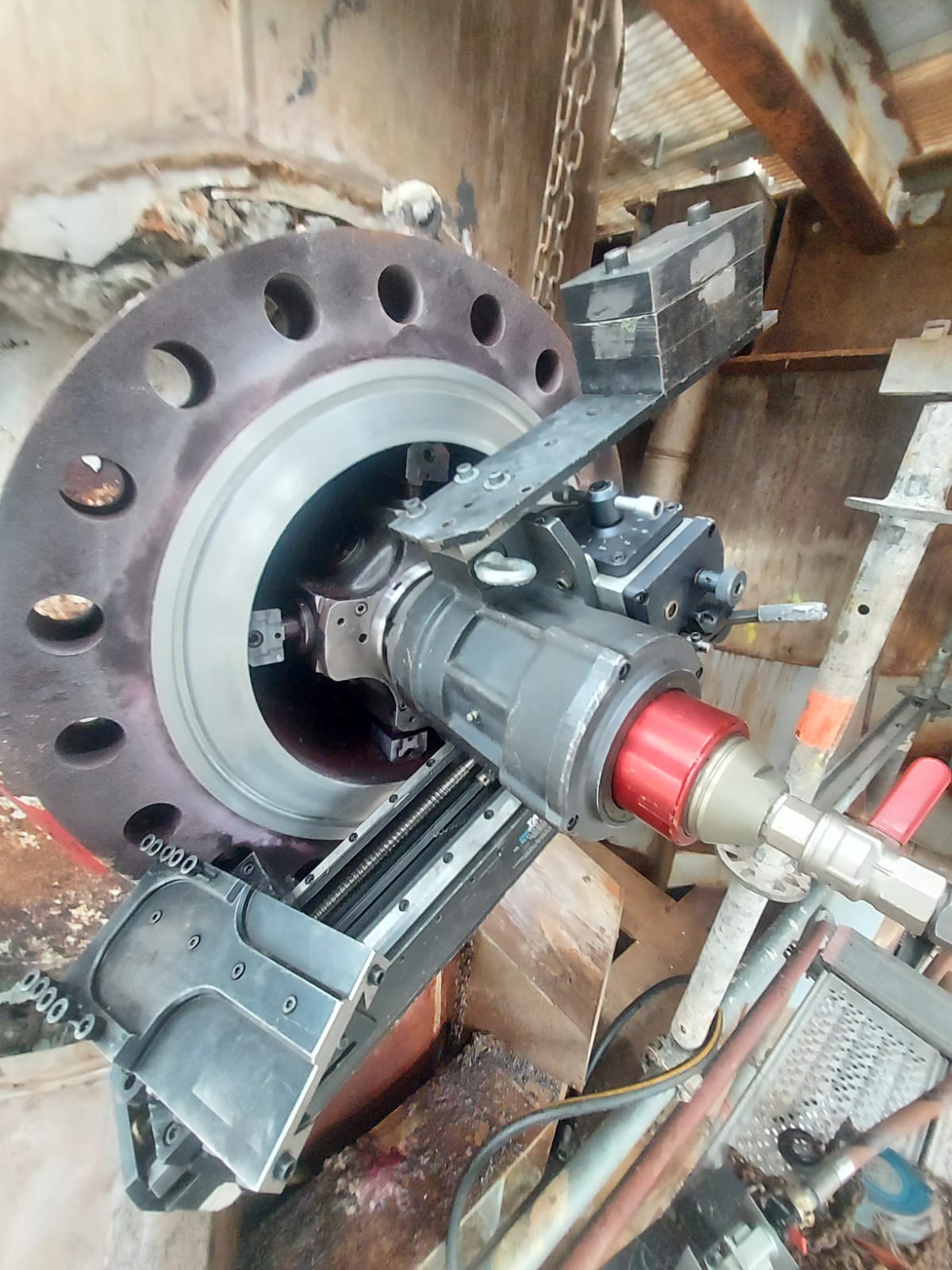
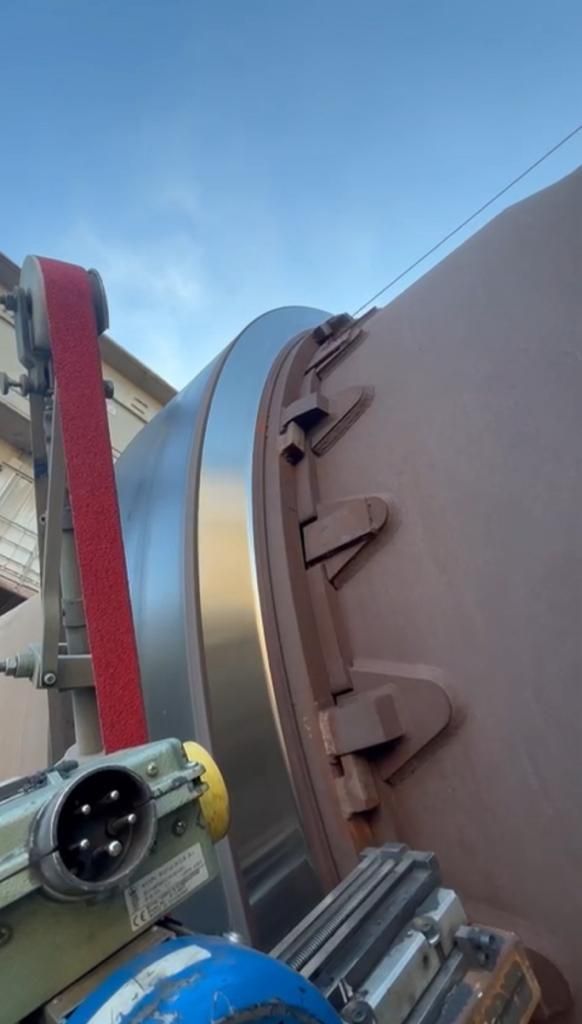
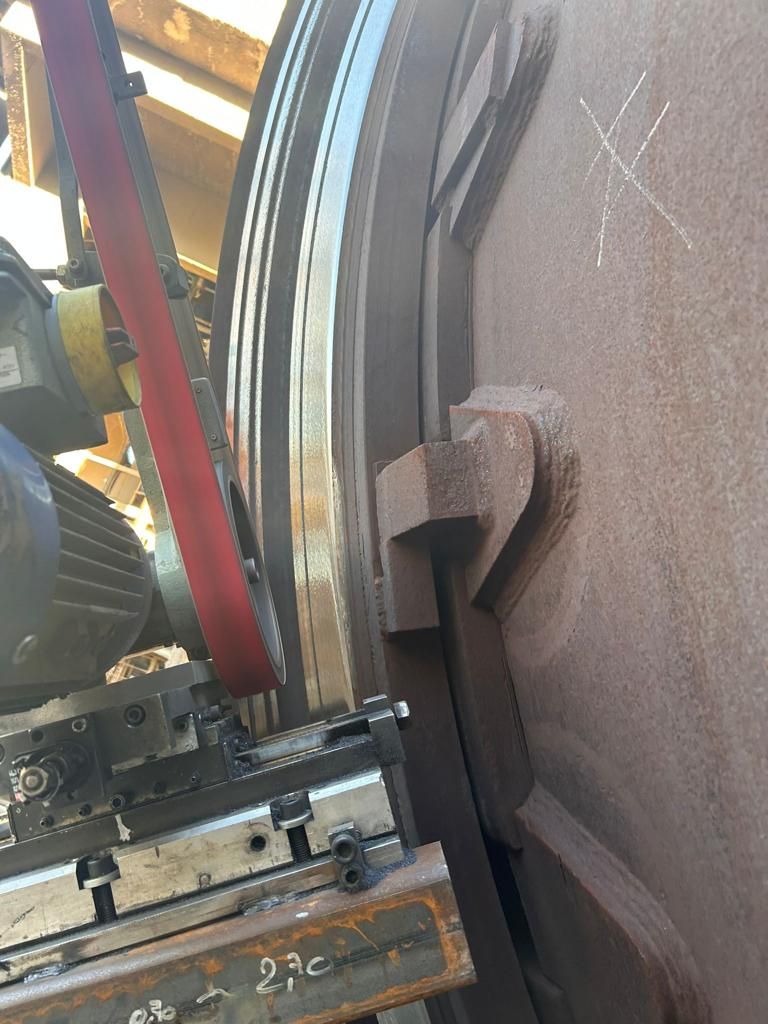
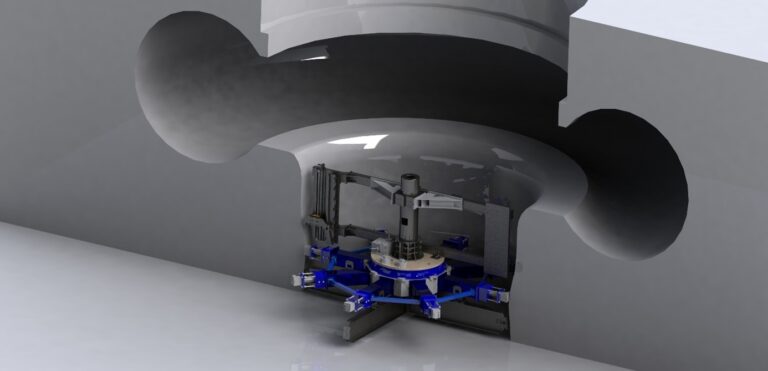
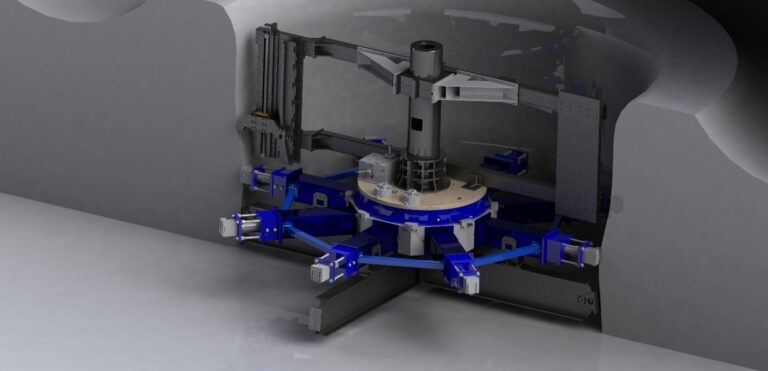
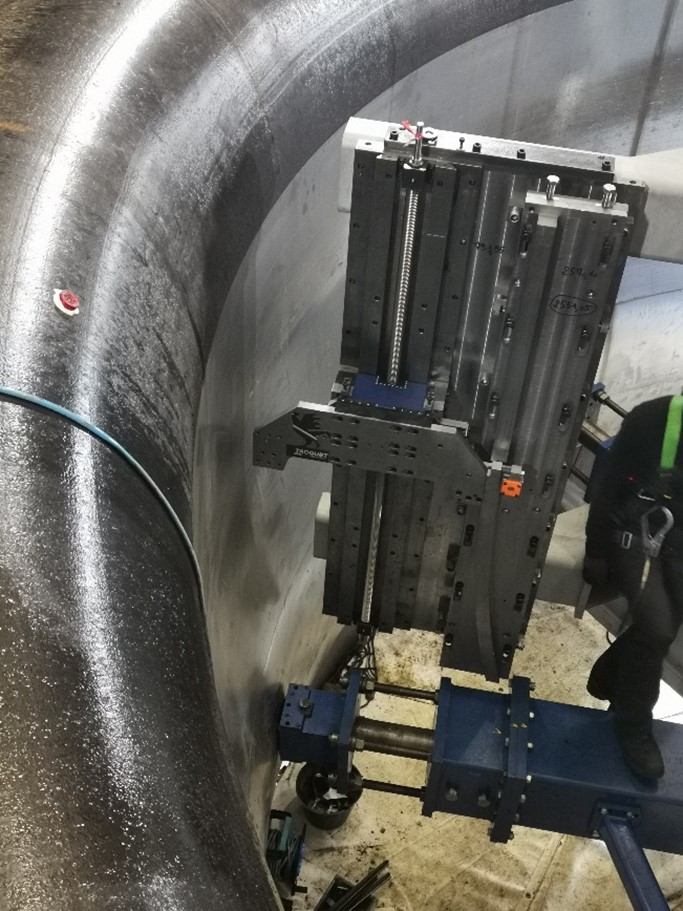
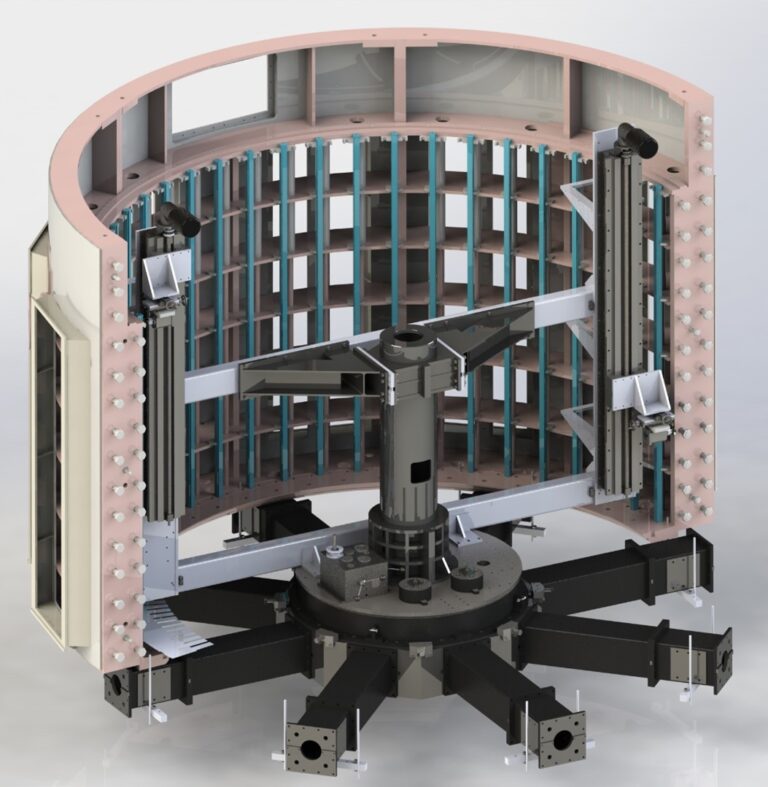
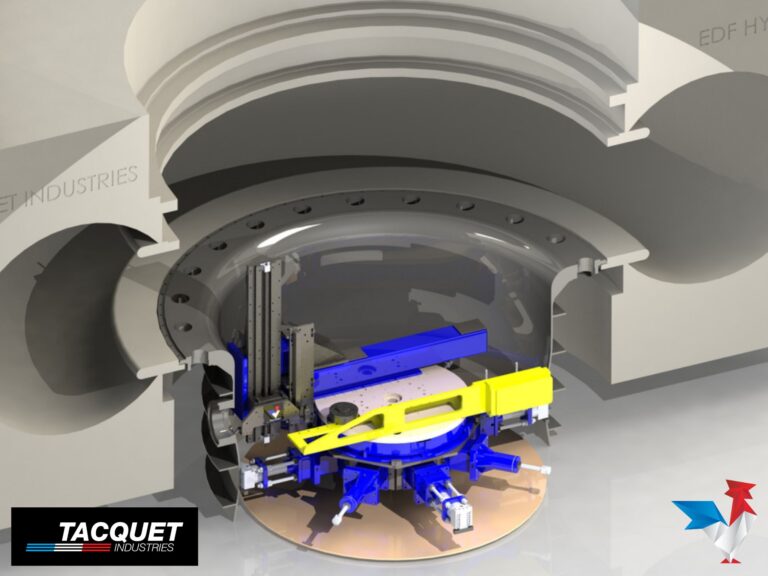
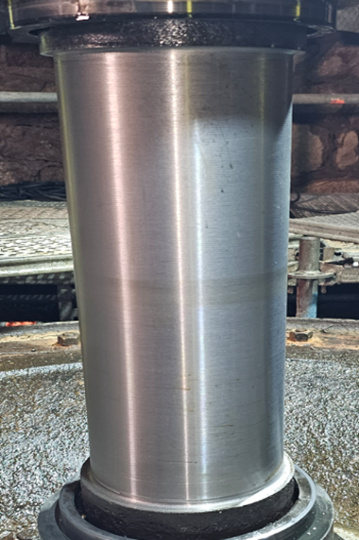
1ère étape usinage du labyrinthe avec différents alésages (environ 2500mm de diamètre) et surfaçages à réaliser.
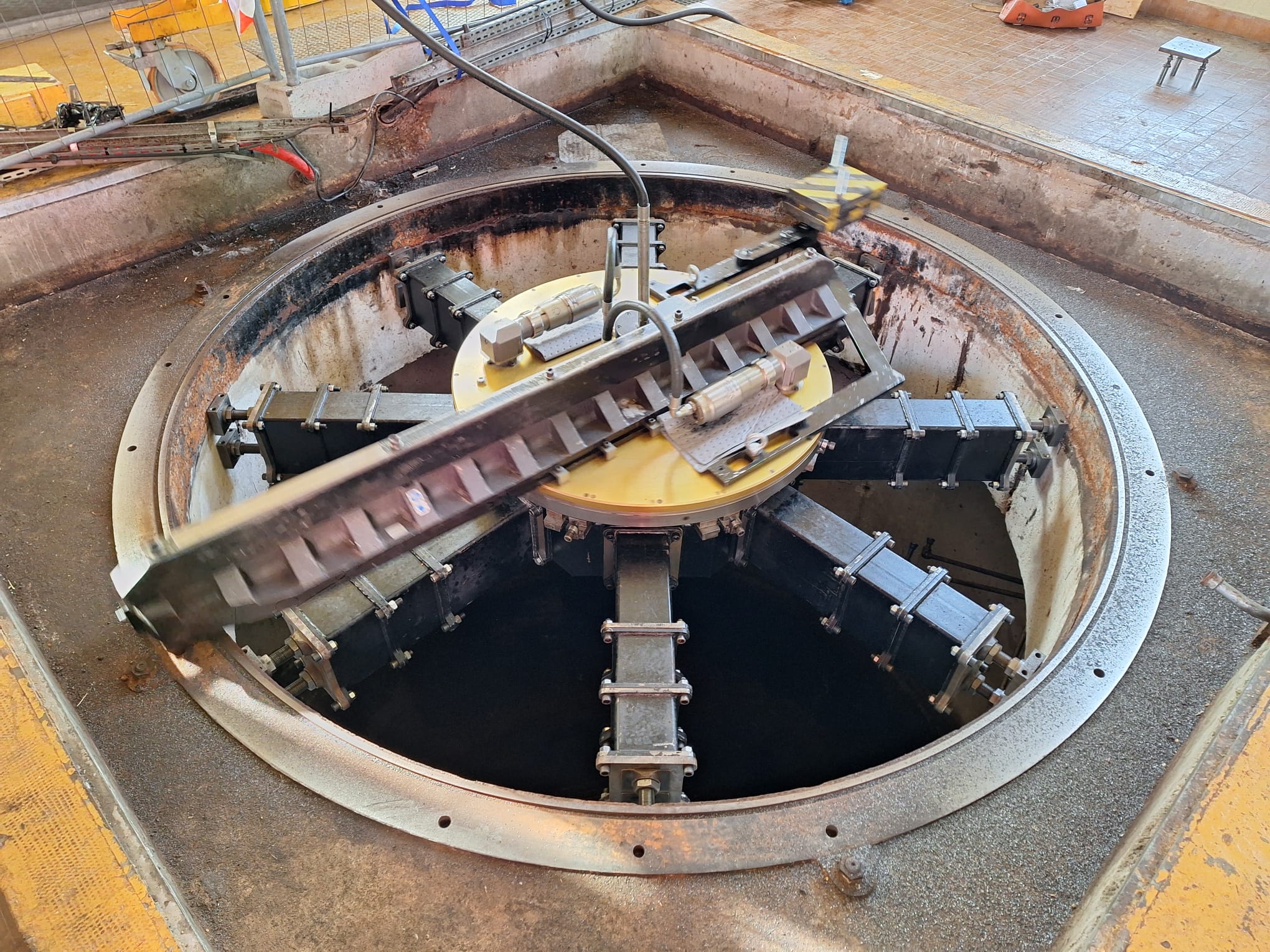
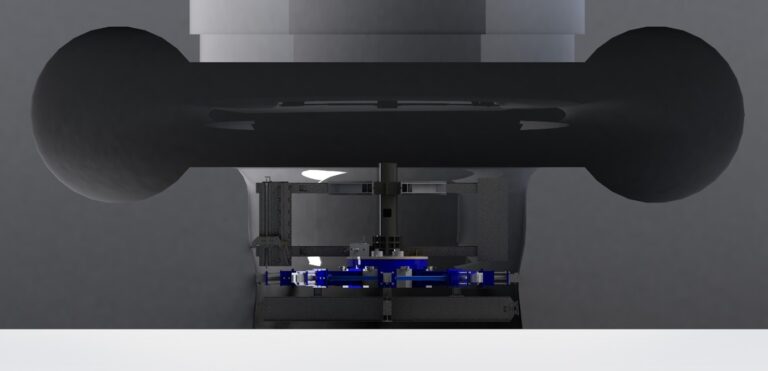
2ème étape usinage des alésages au niveau de la bâche spirale. (5500mm de diamètre)
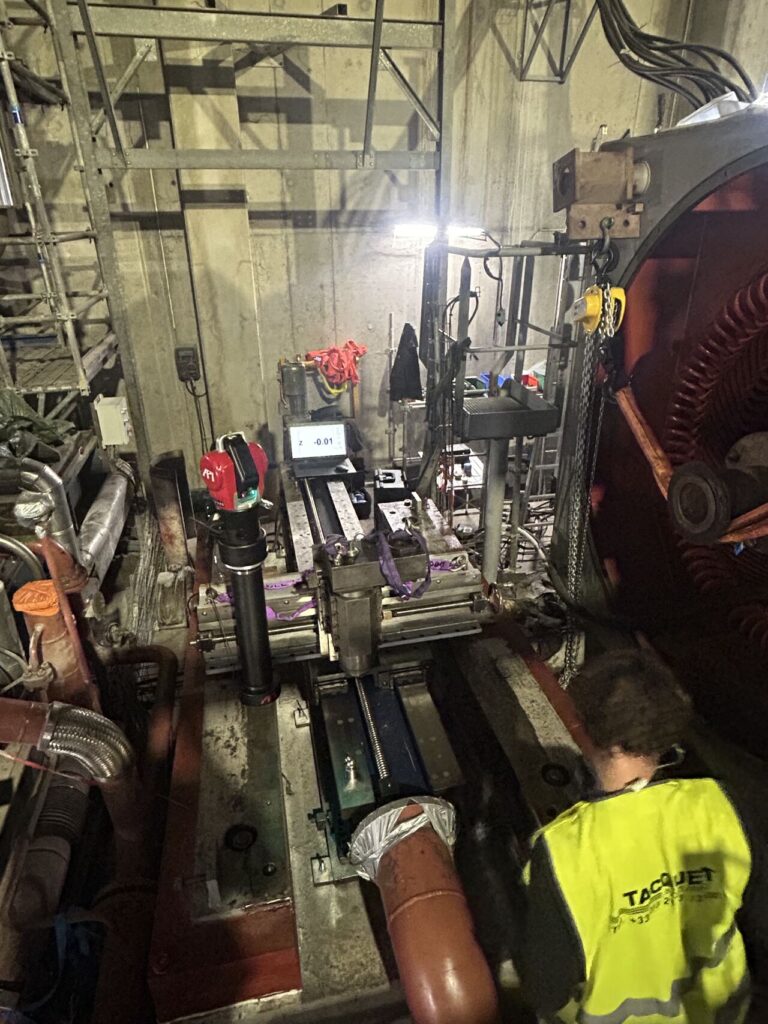
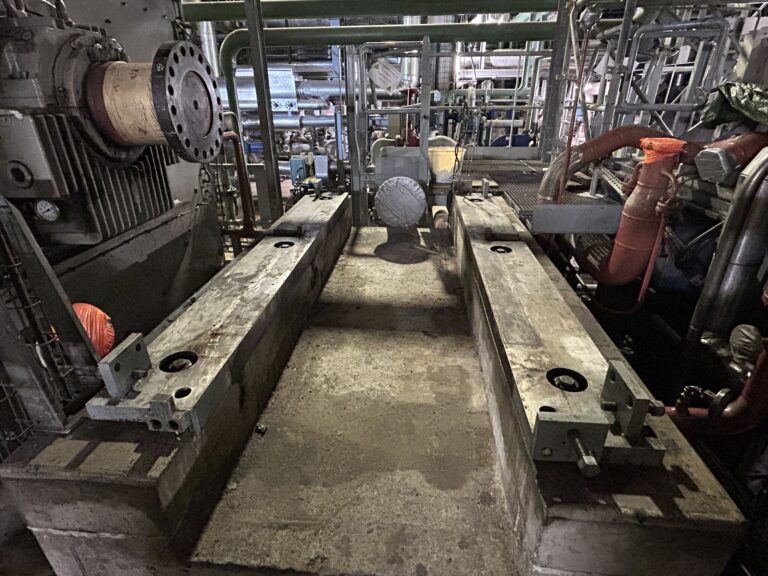
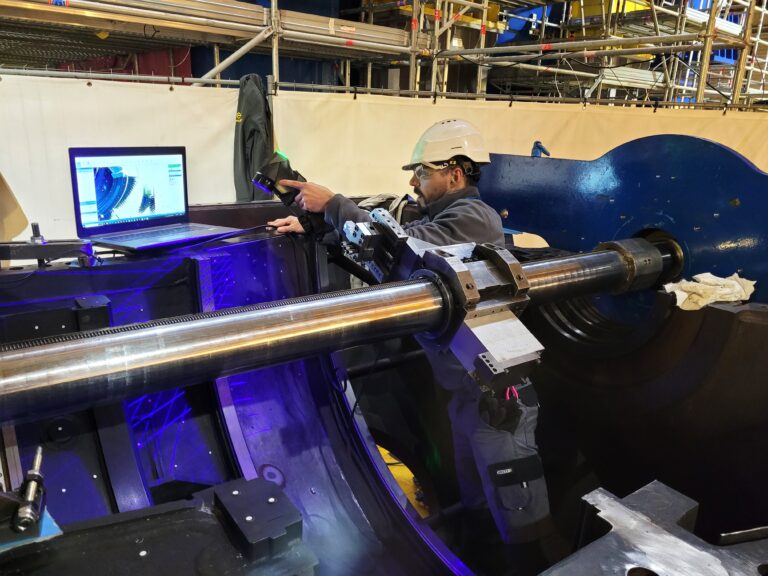
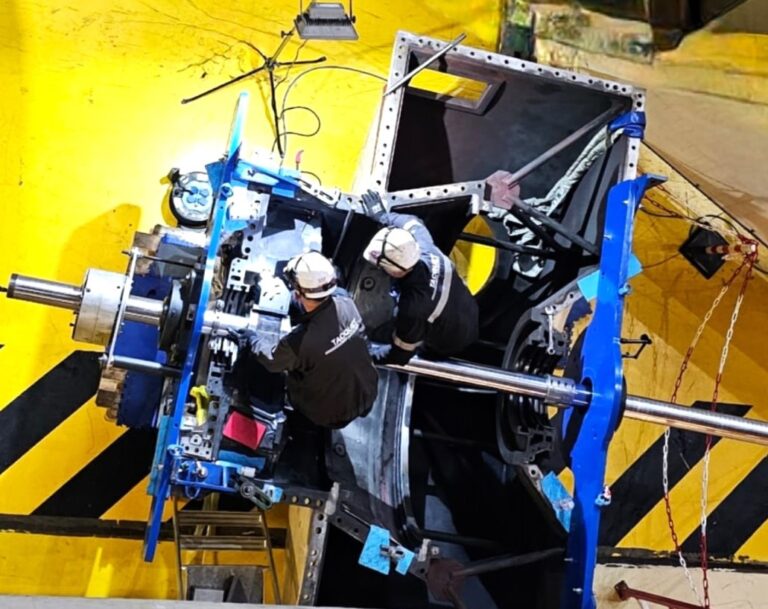
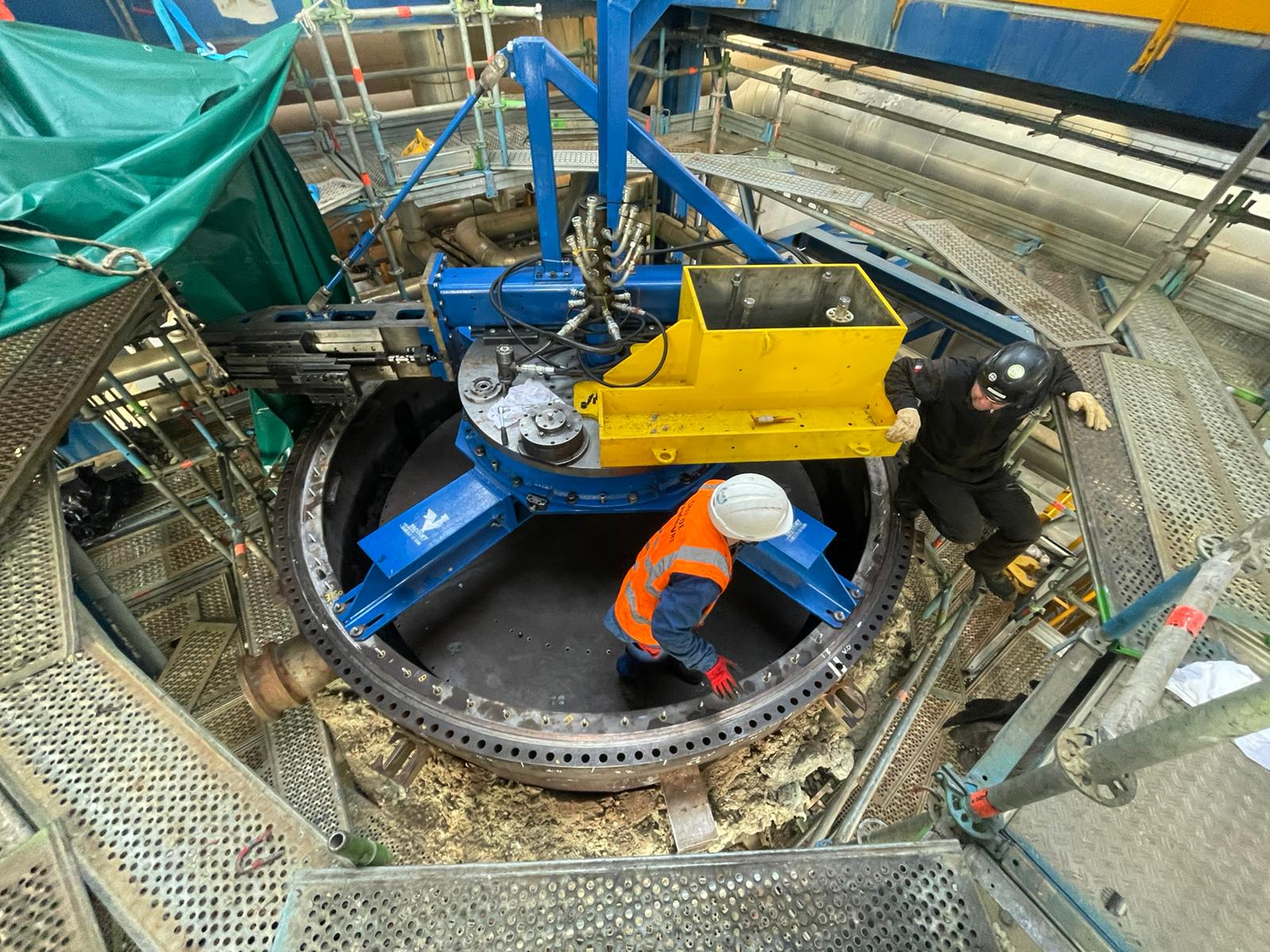
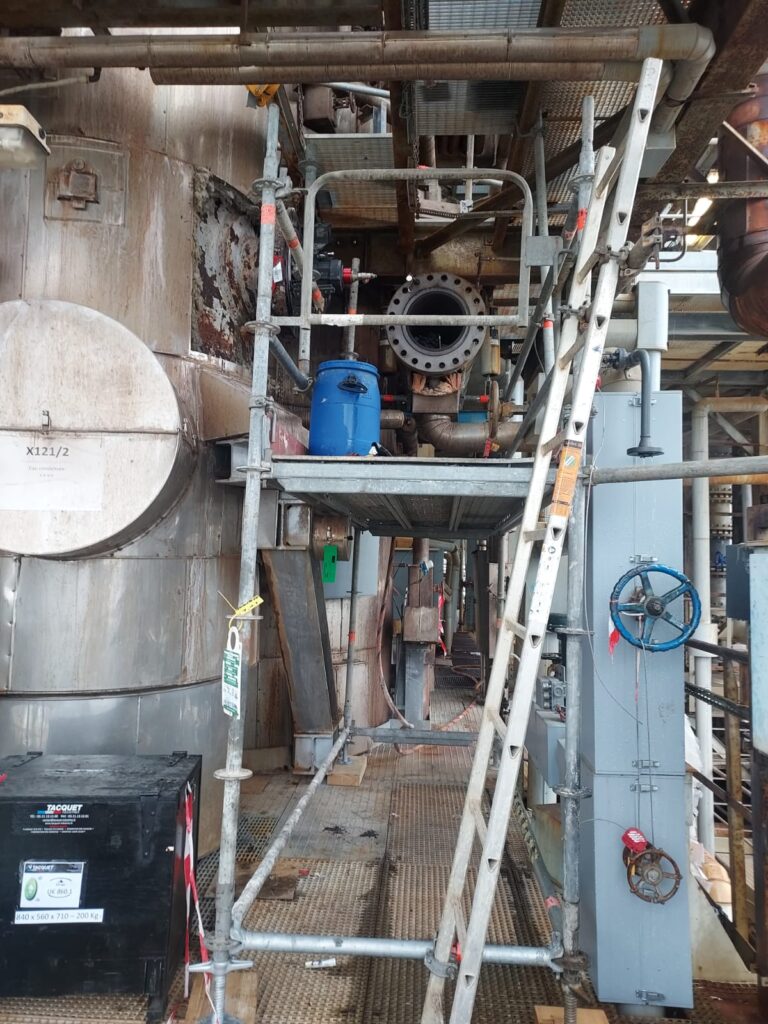
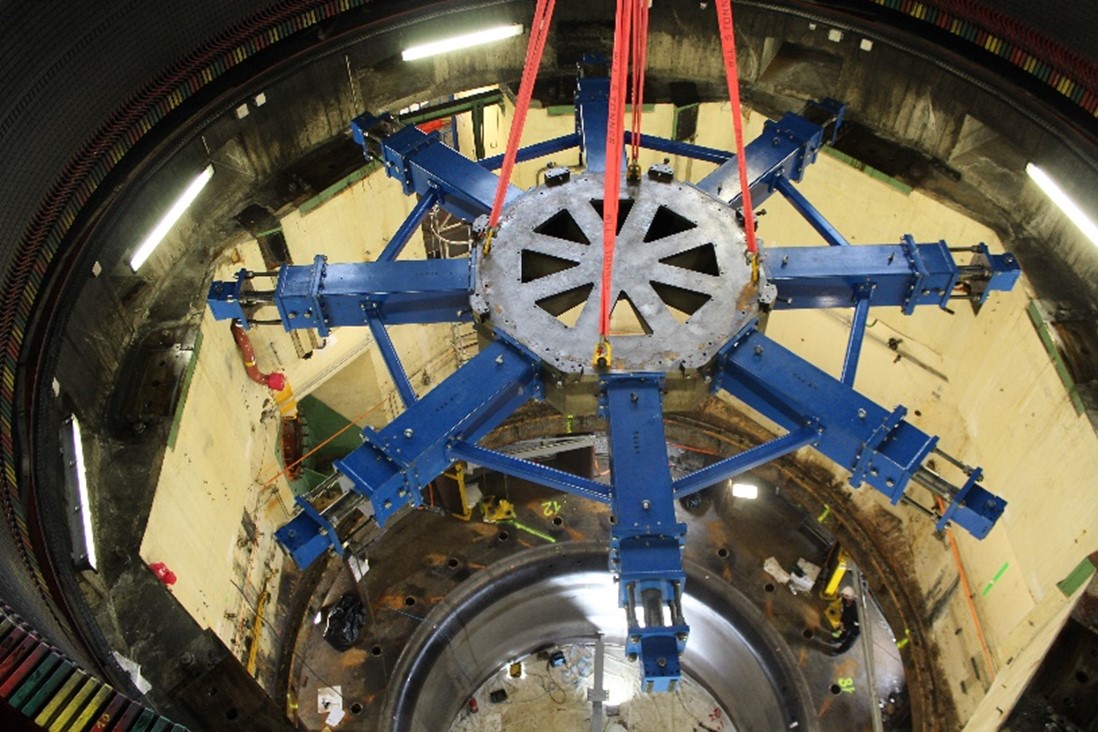
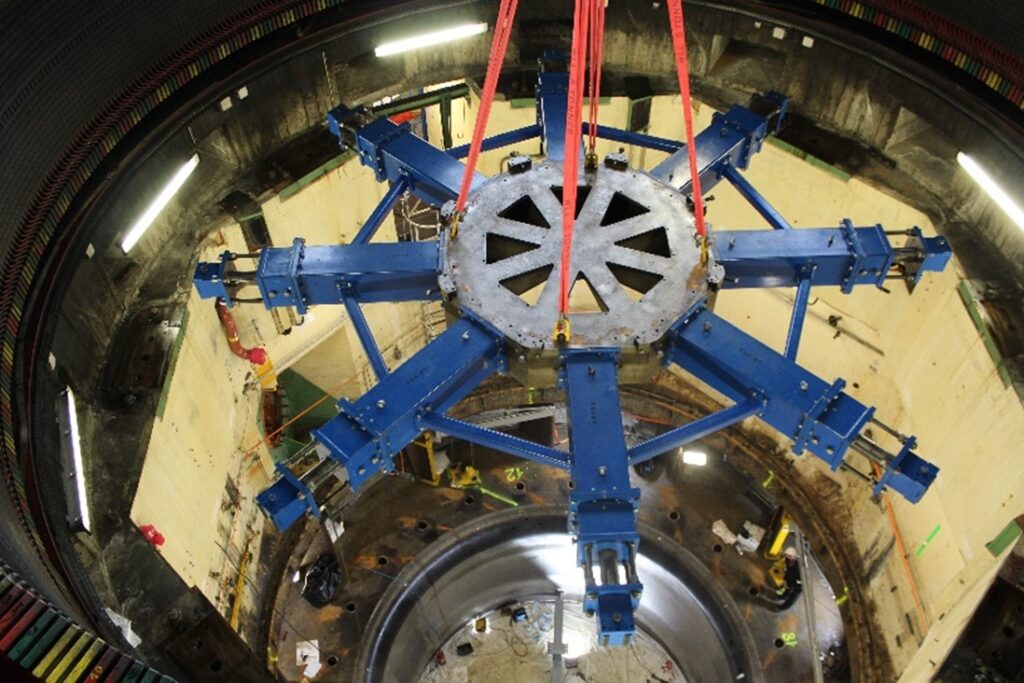
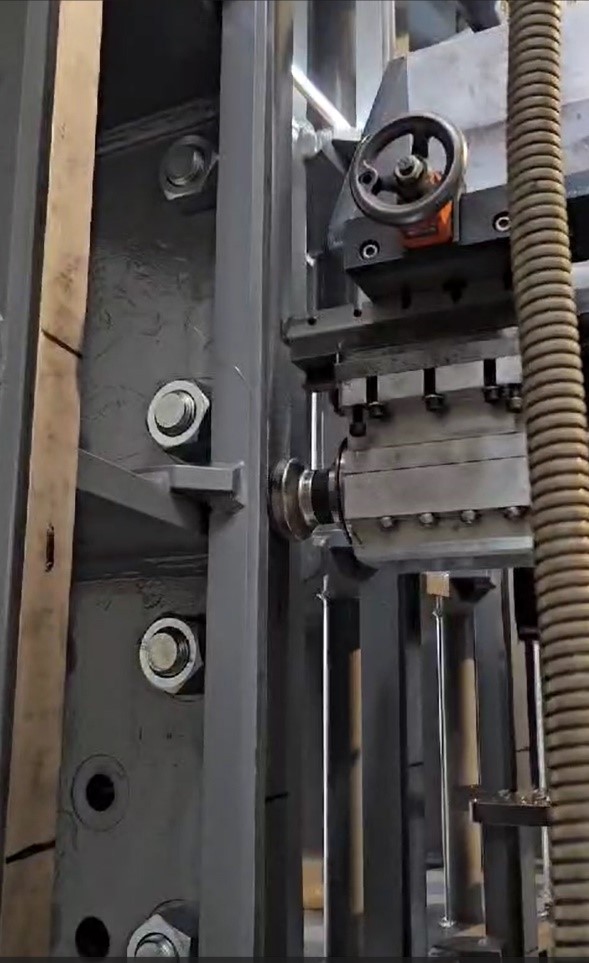
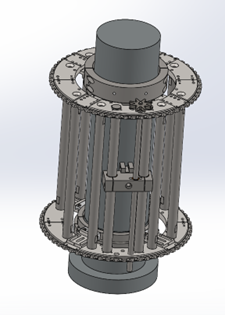
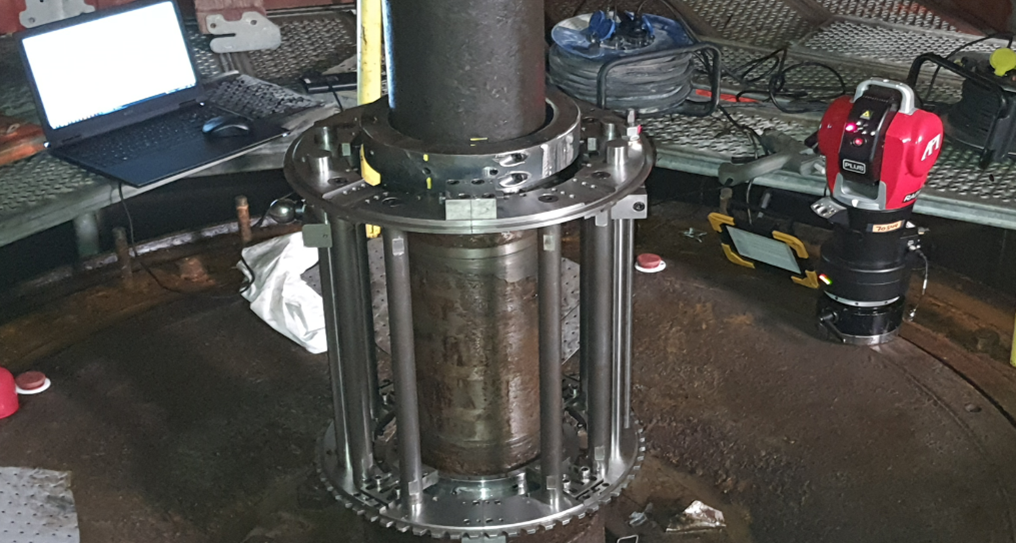
CONTRÔLE AVANT TRAVAUX & MISE EN PLACE MACHINE
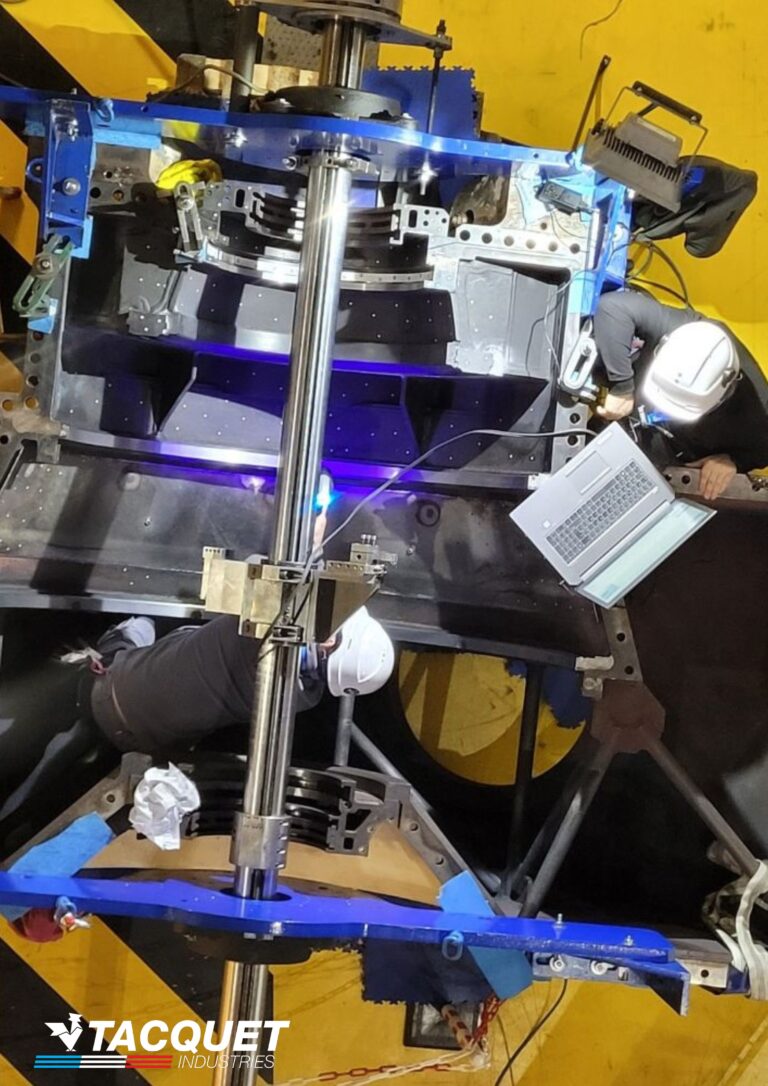
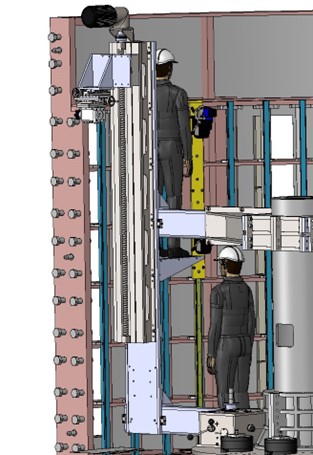
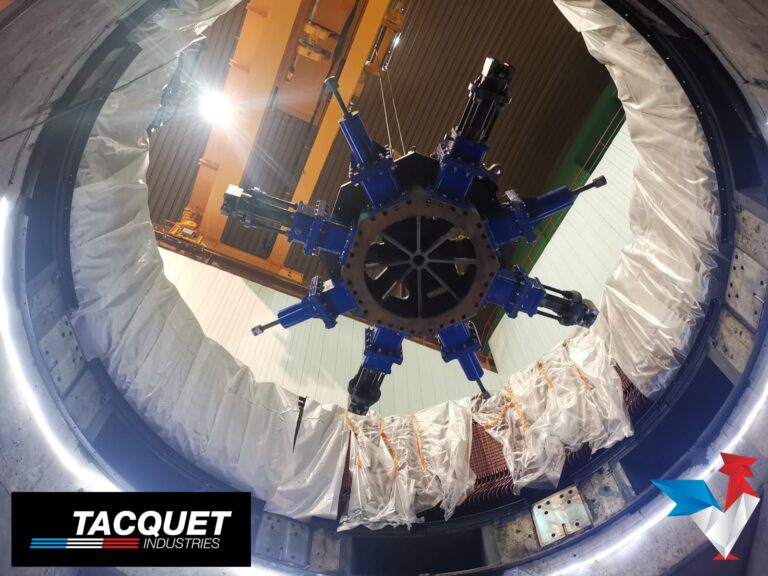
Mise en place de notre machine dans la turbine et réglage avec l’assistance du Tracker Laser