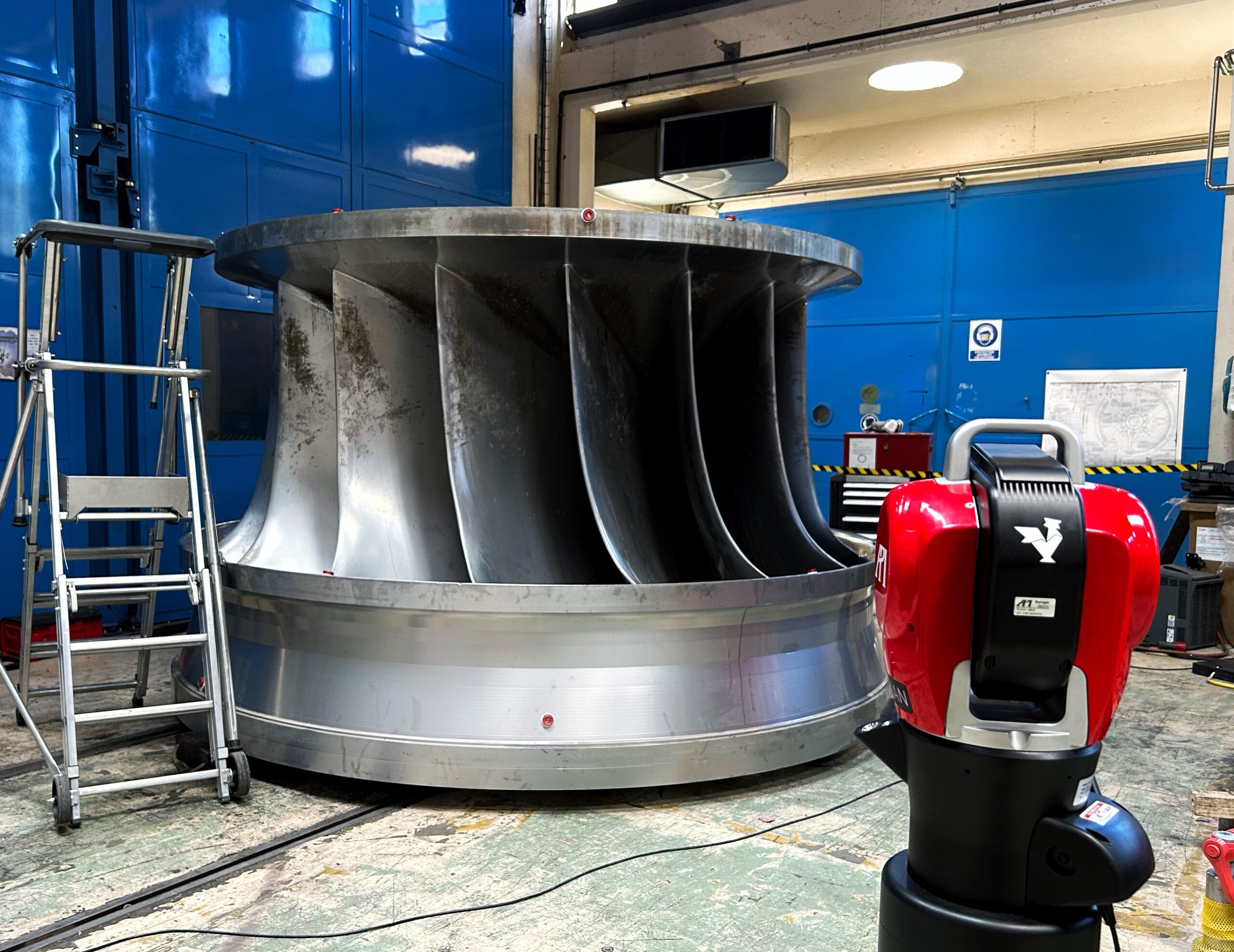
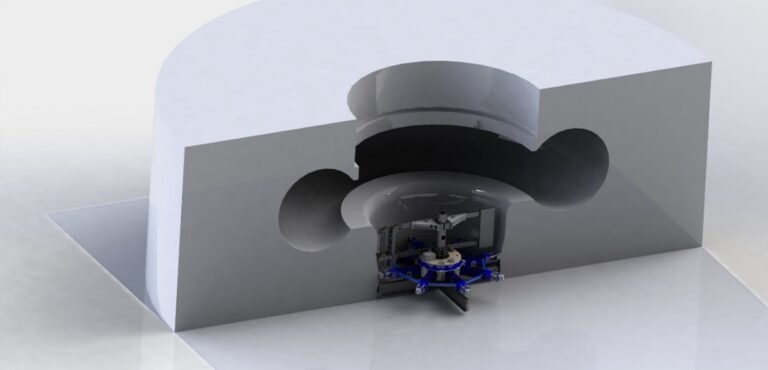
Rehabilitation of a turbine COO
Coo-Trois-Ponts Hydroelectric Power Plant, France
REHABILITATION OF A TURBINE

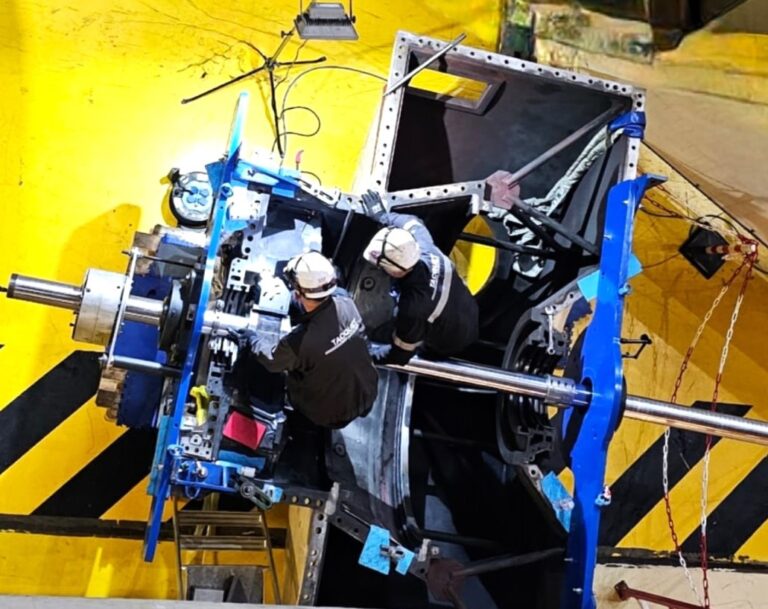
A final intervention to finish the year 2024, machining of group 2 of the magnificent Coo Trois-Ponts power plant.
- ACHIEVEMENT
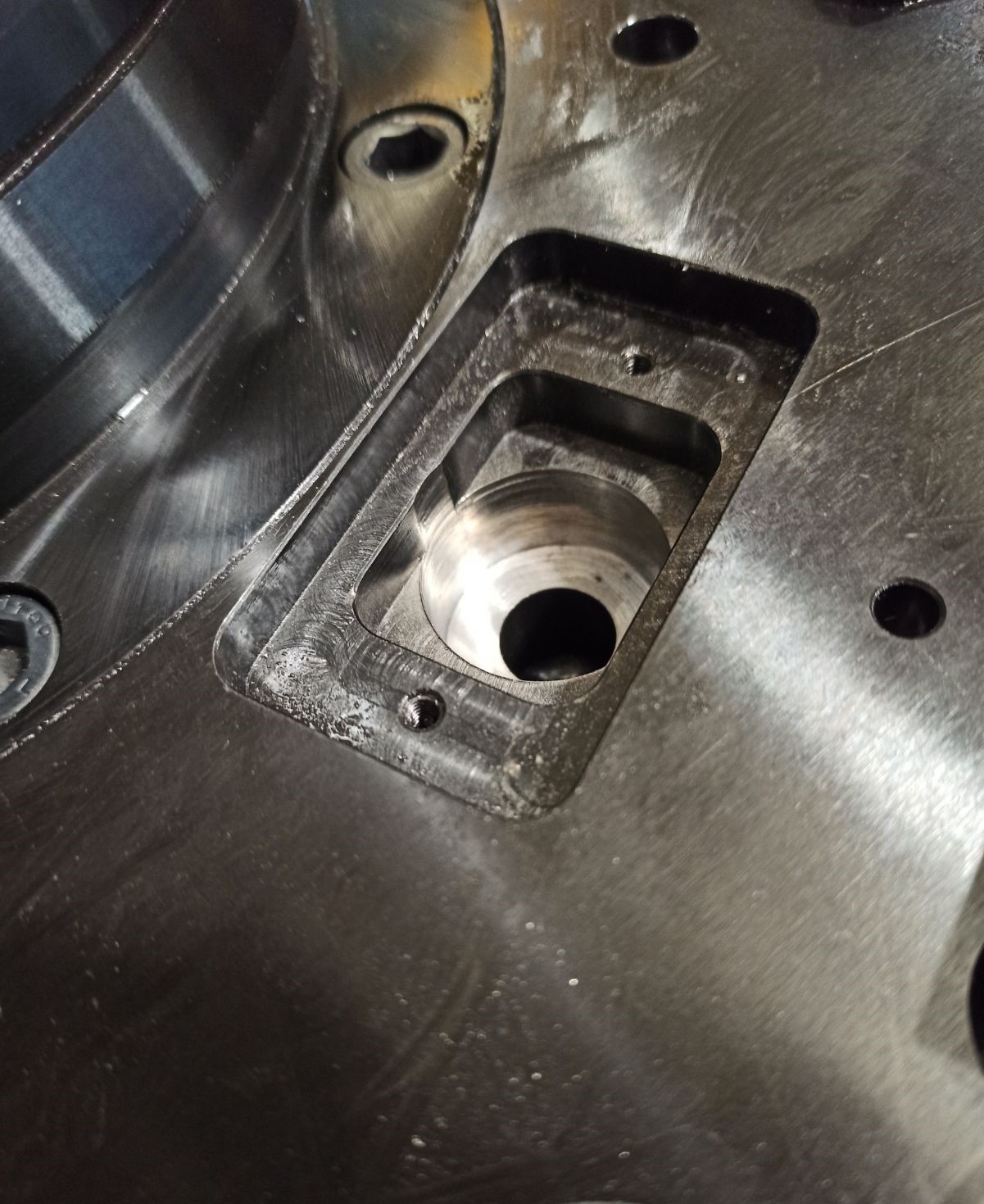
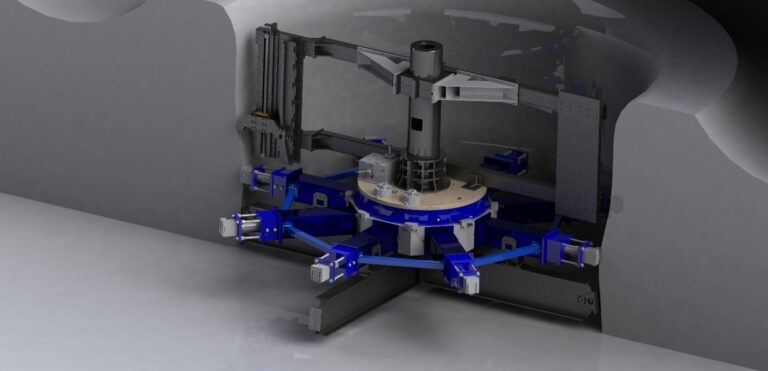
Rehabilitation for a future overpower:
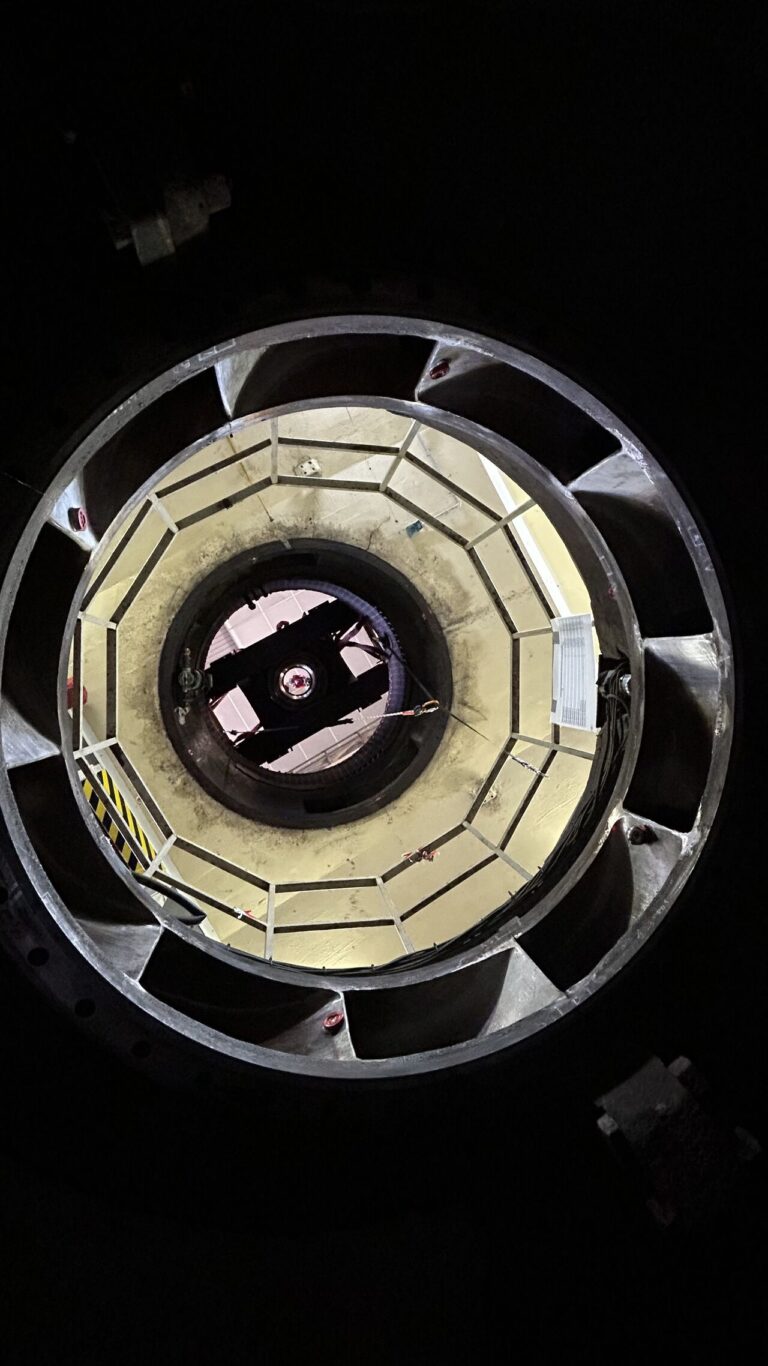
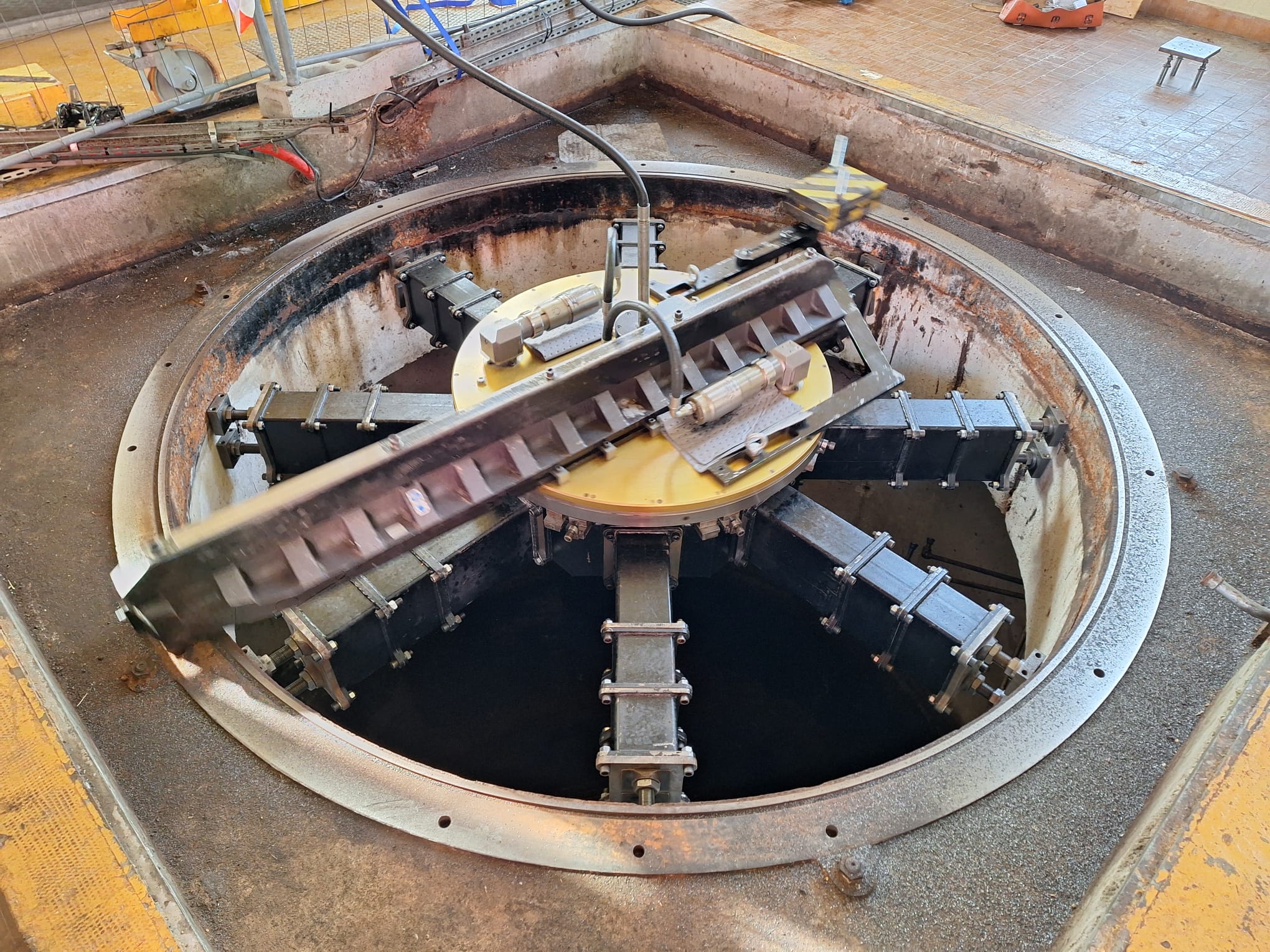
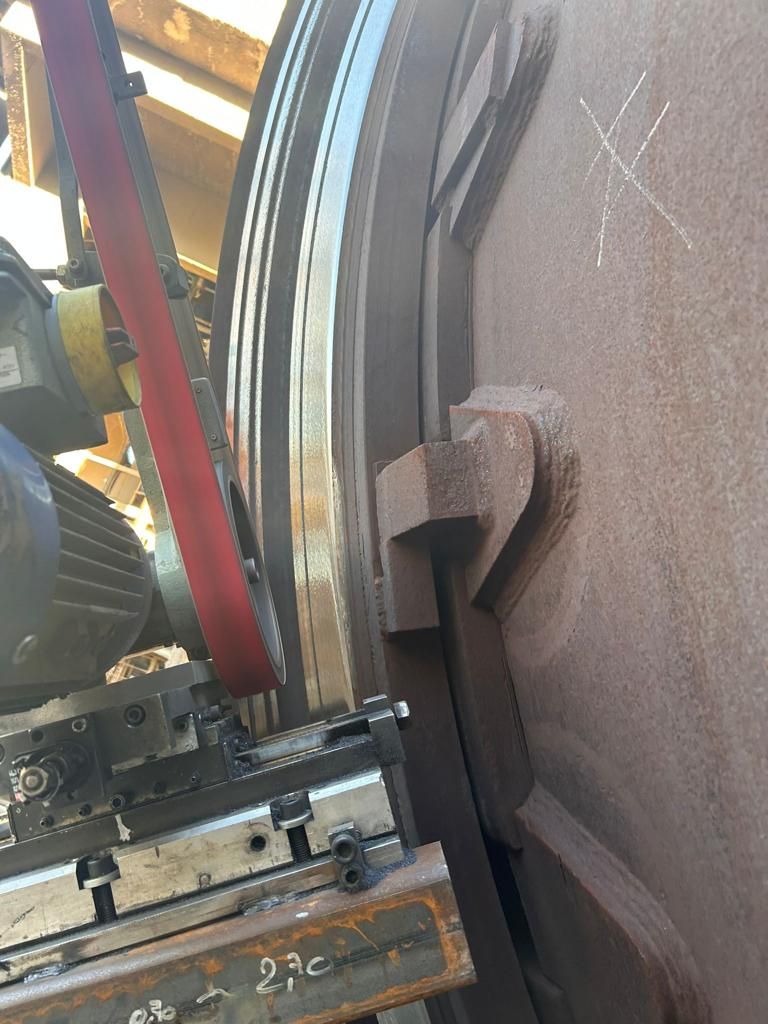
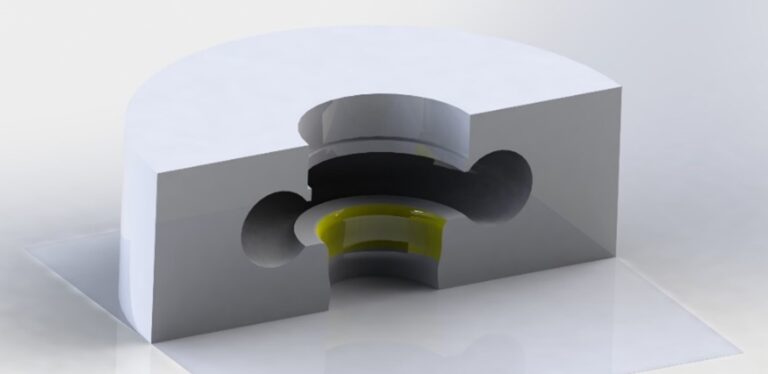
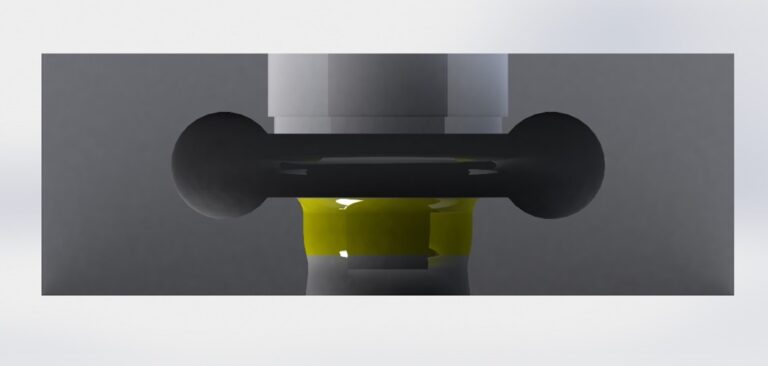
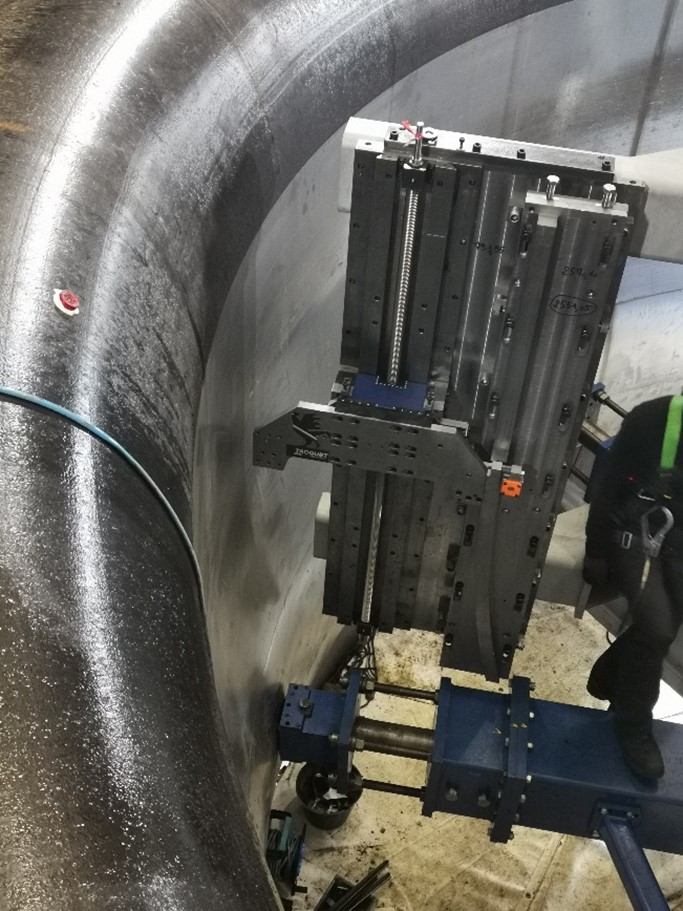
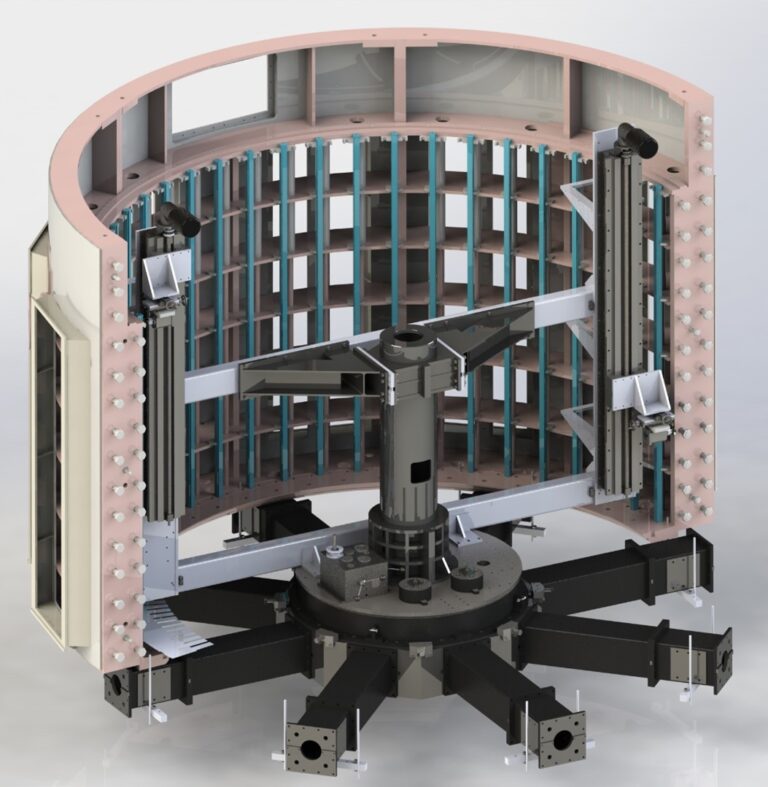
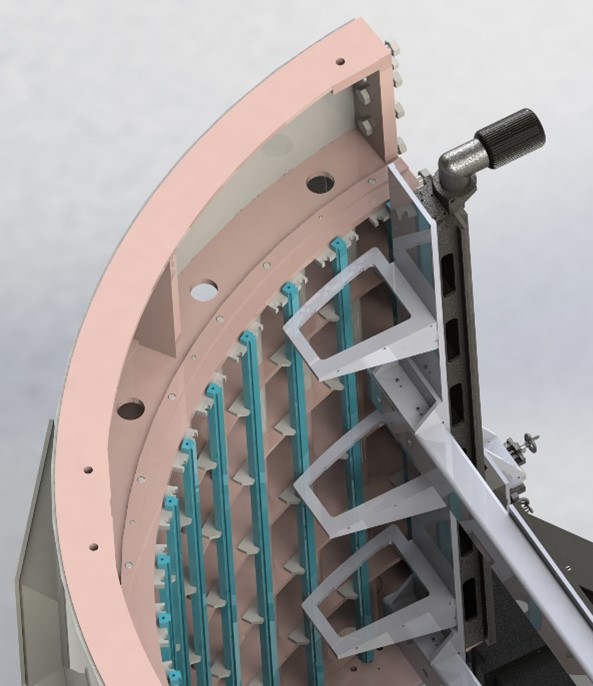
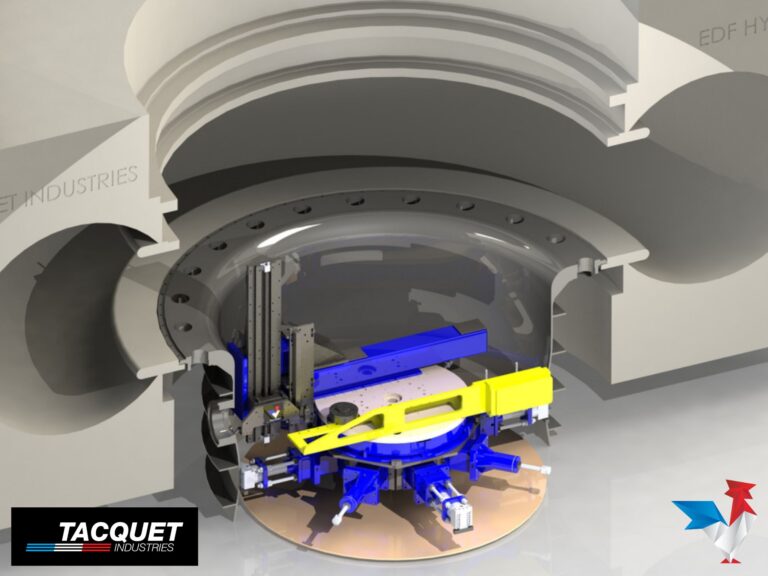
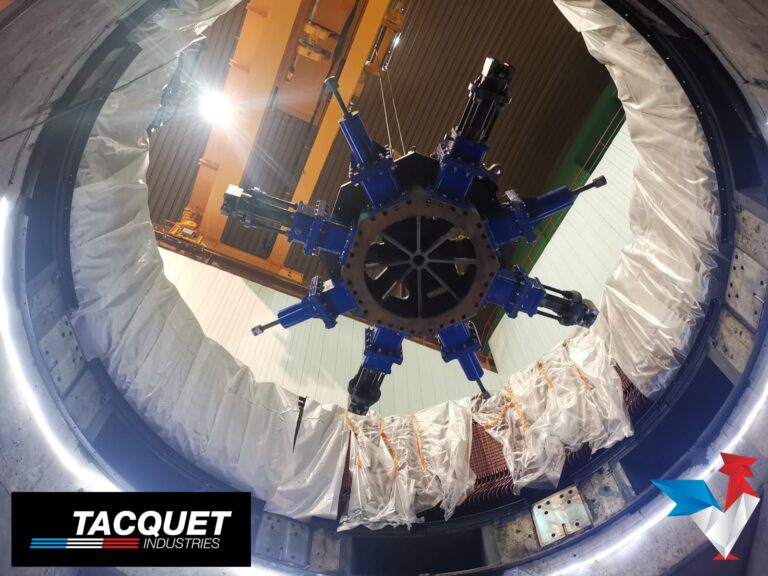
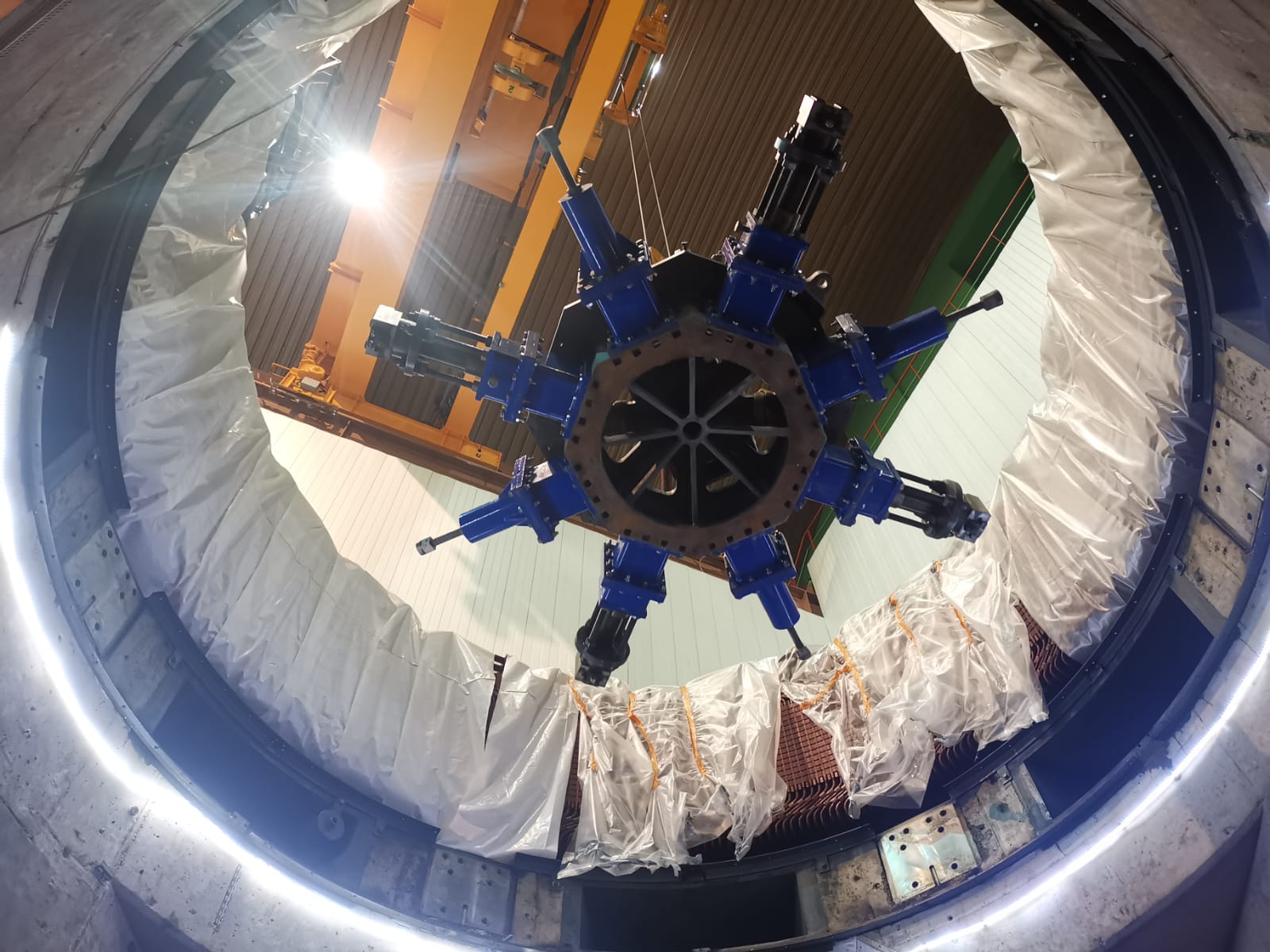
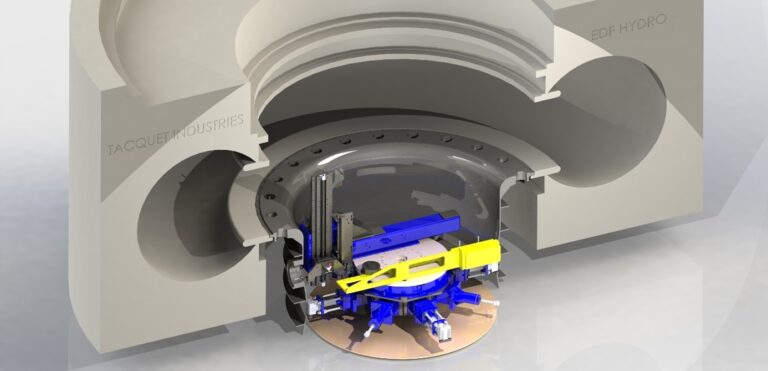
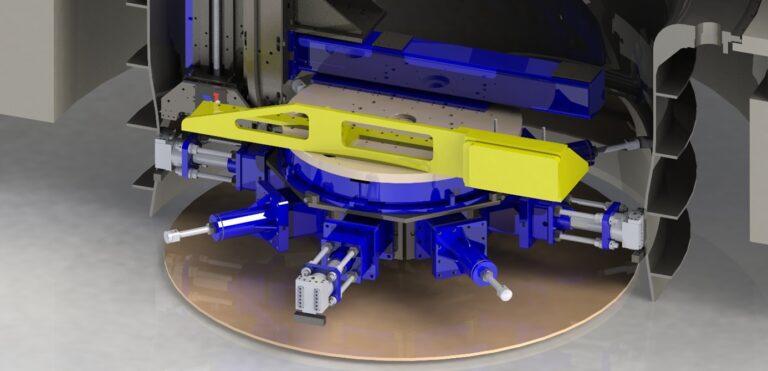
1st step machining of the labyrinth with different bores (about 2500mm diameter) and surface to be realized.
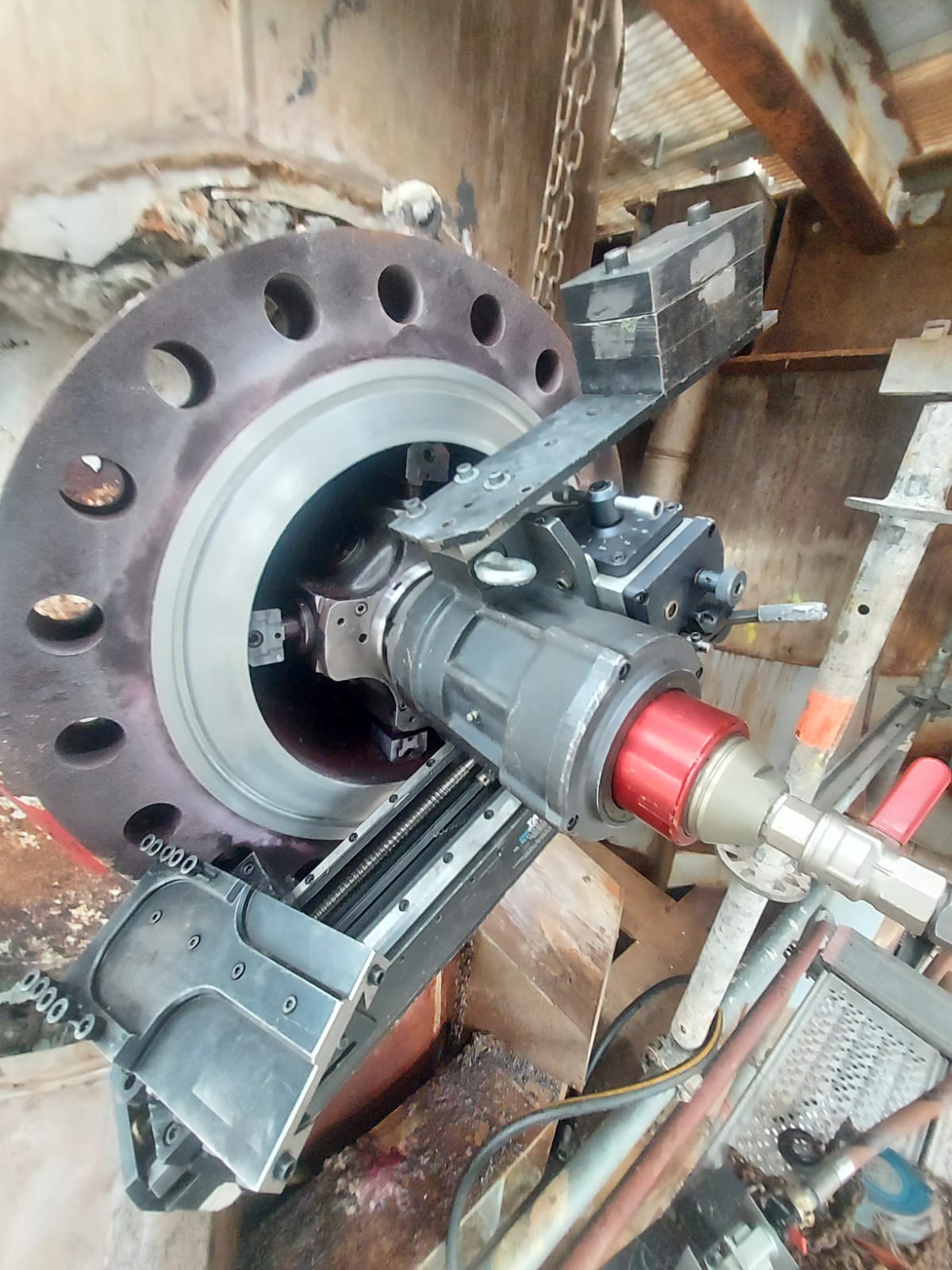
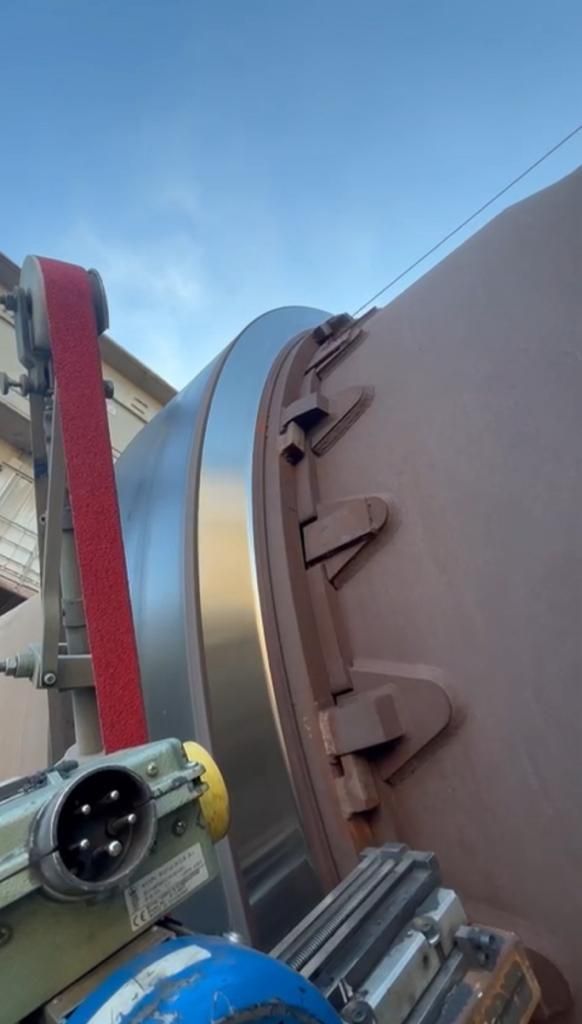
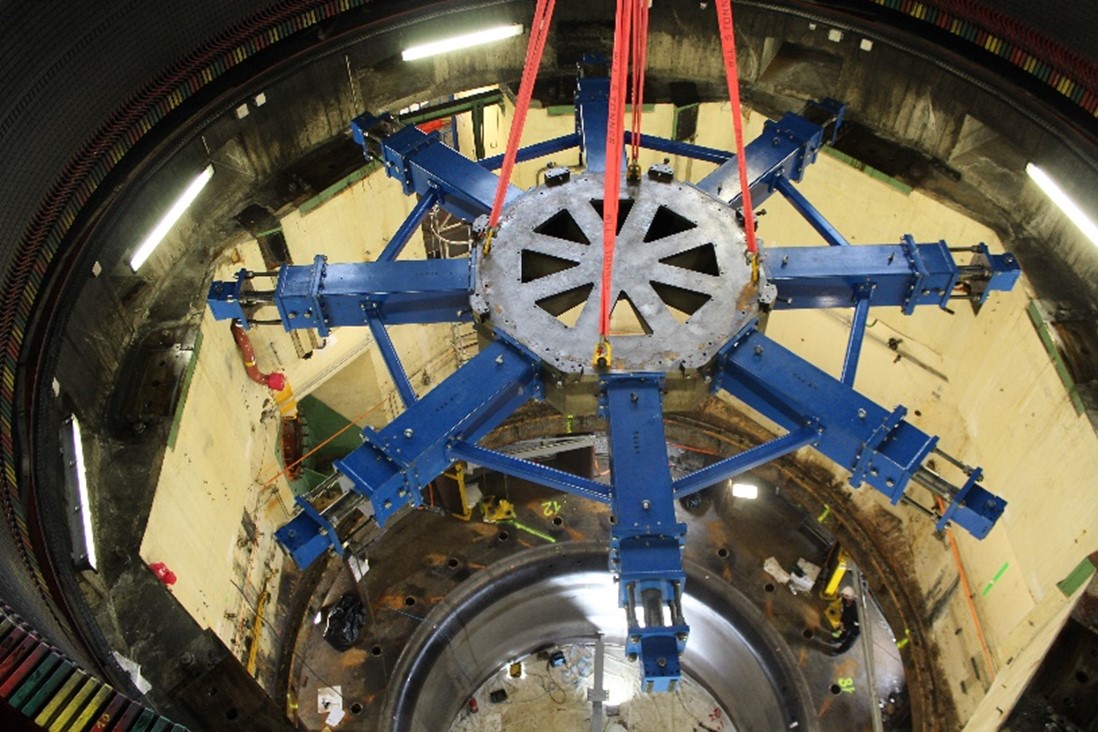
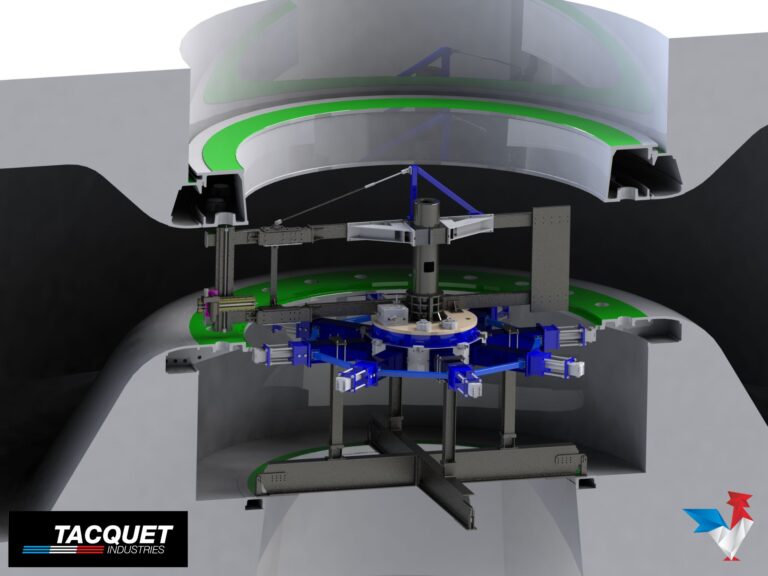
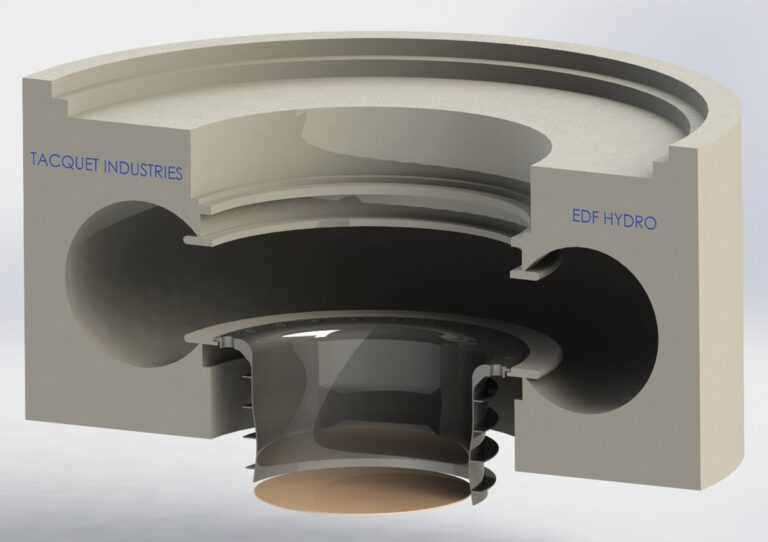
2nd stage machining of the holes at the level of the spiral tarpaulin. (5500mm diameter)
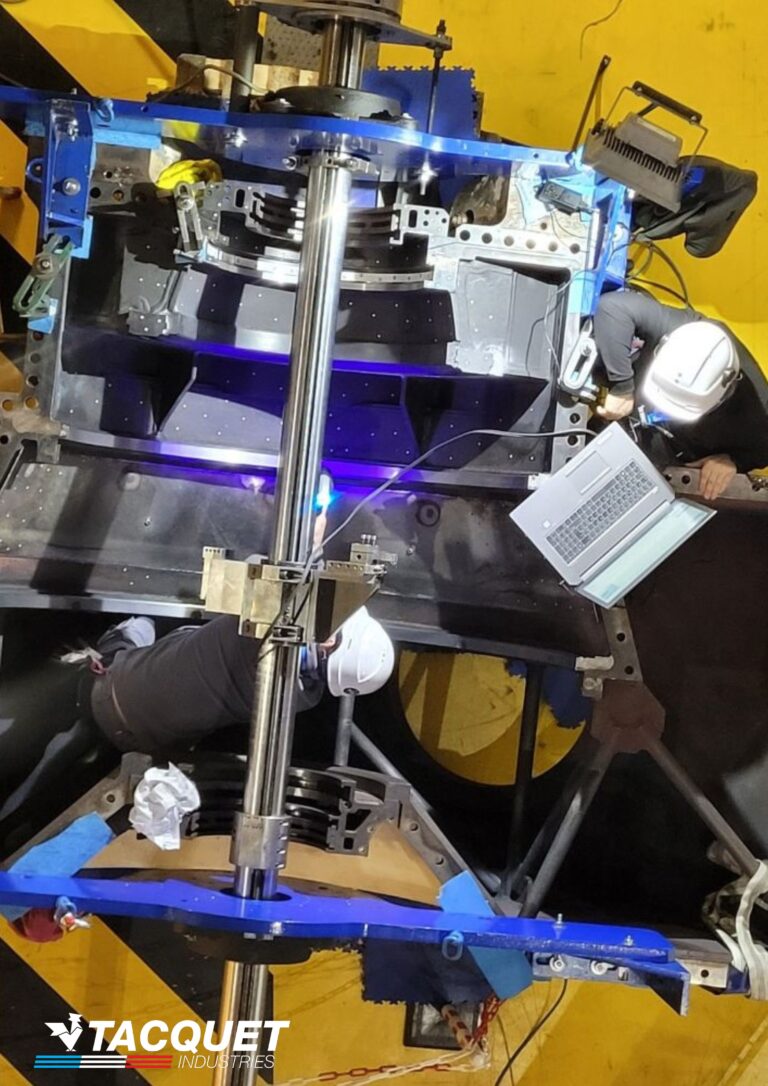
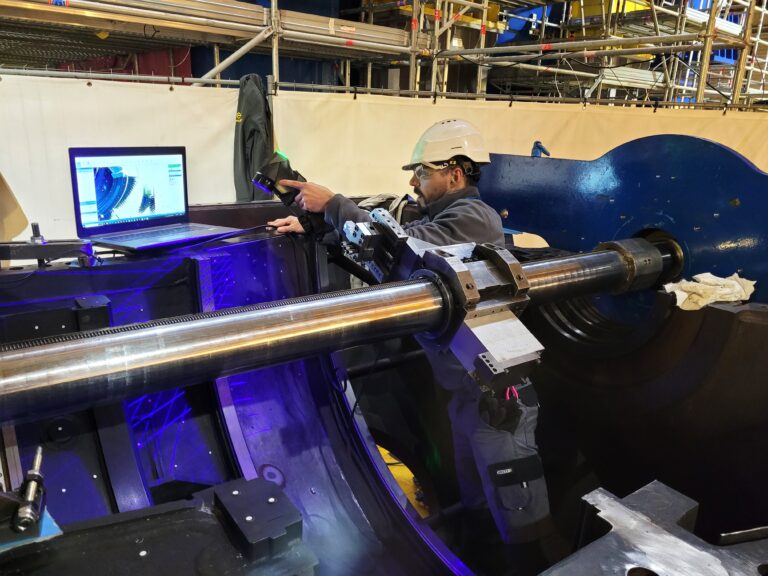
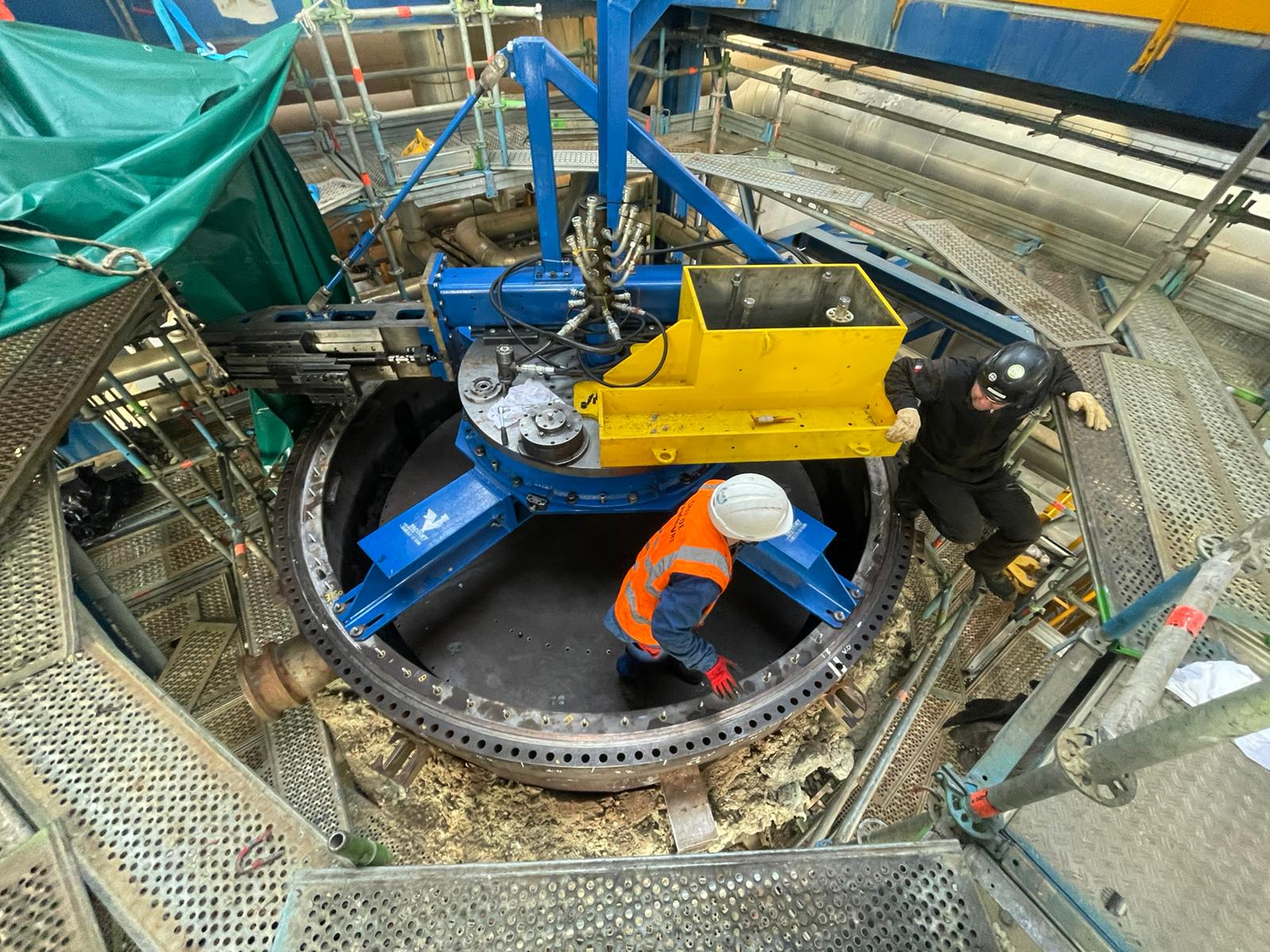
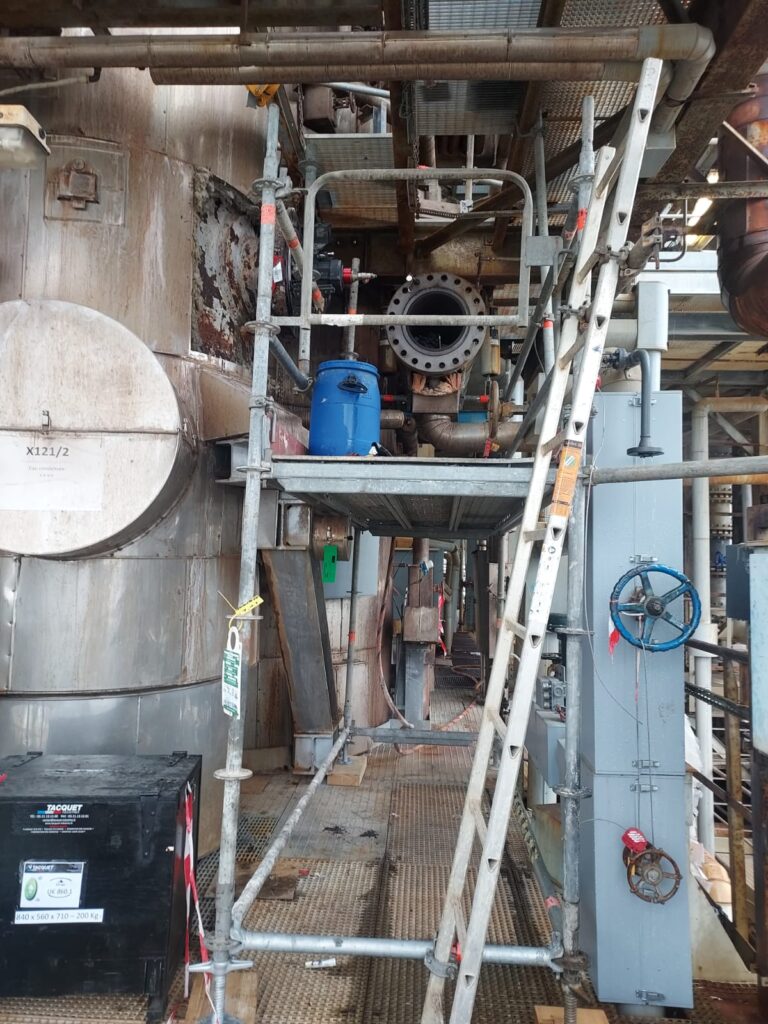
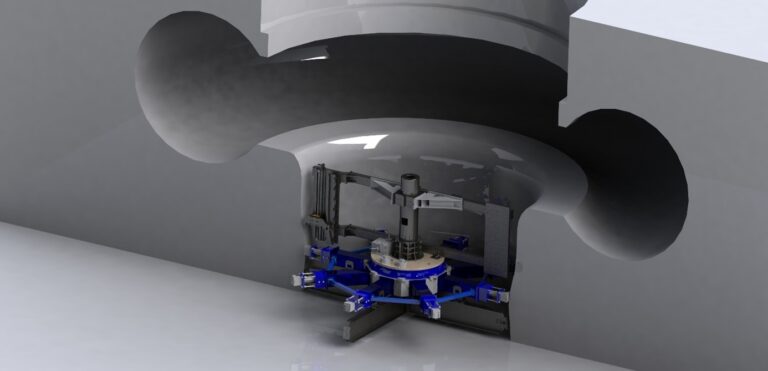
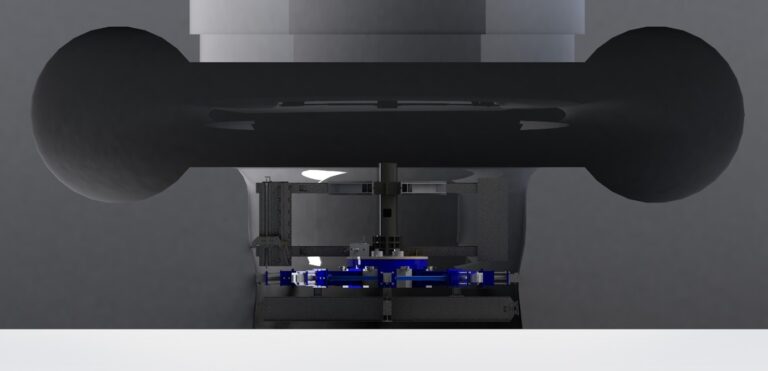
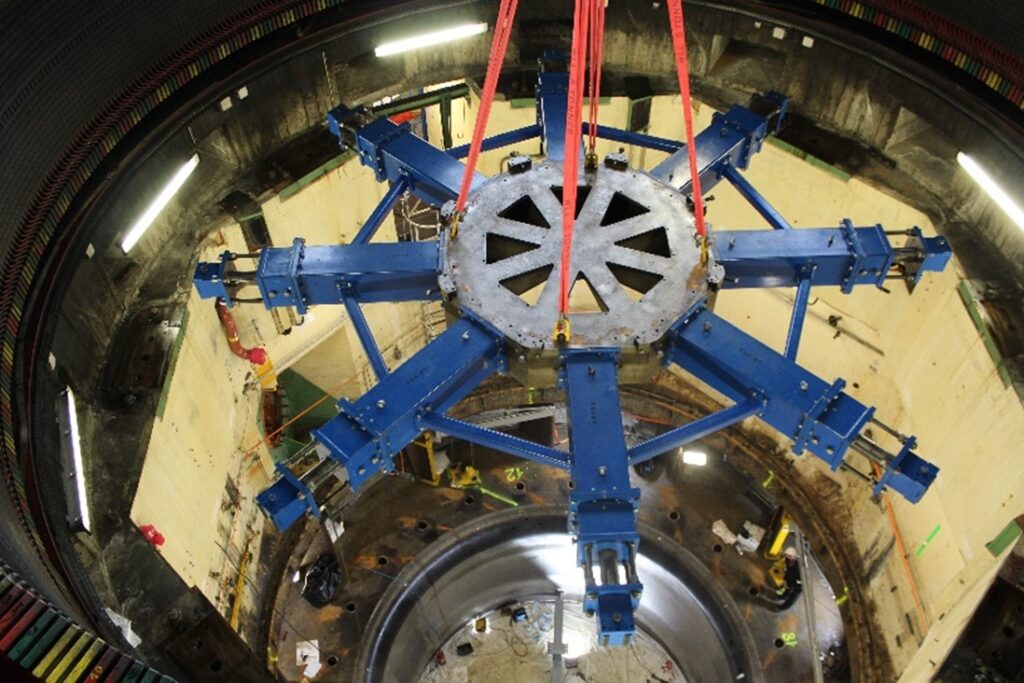
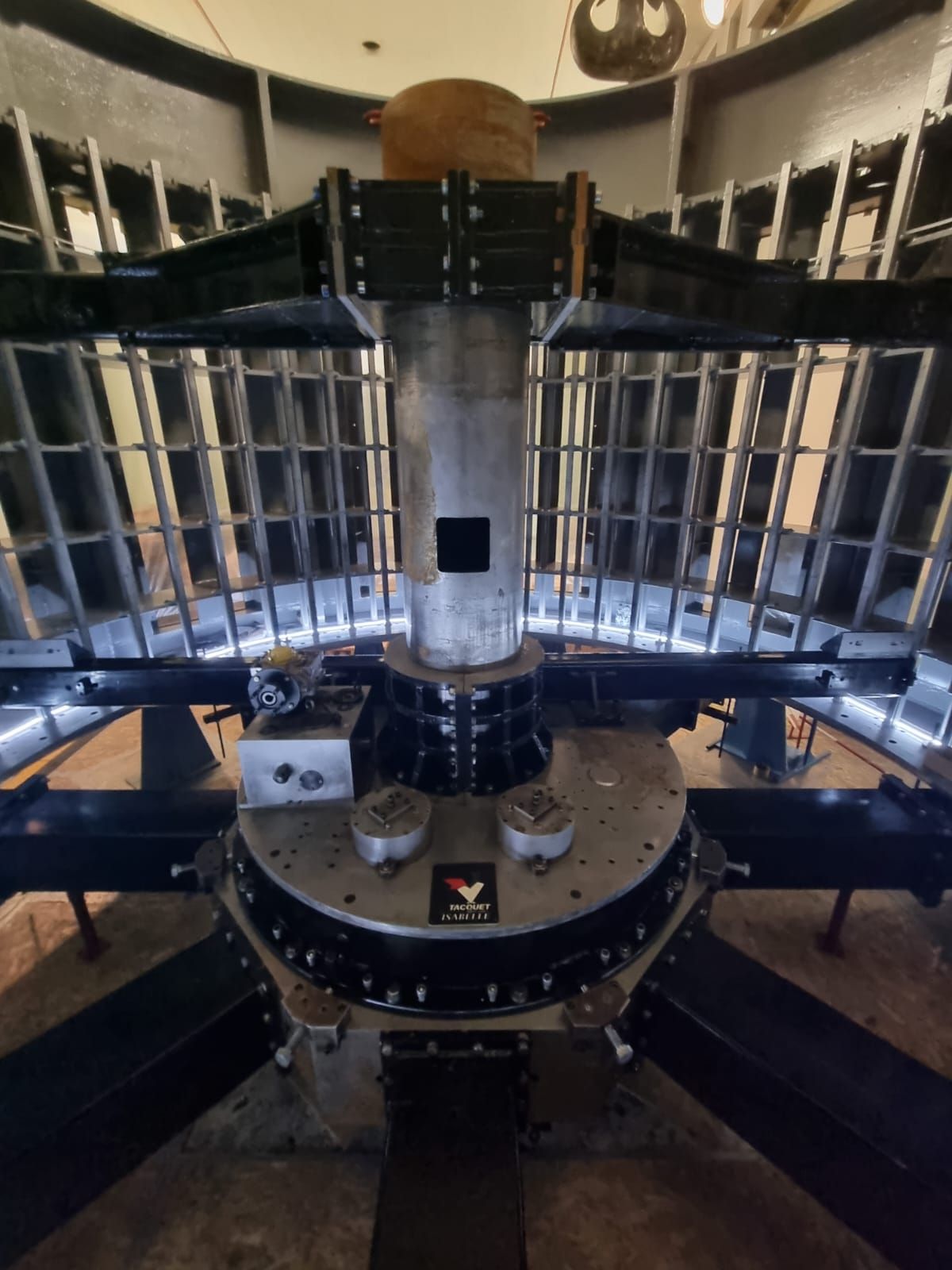
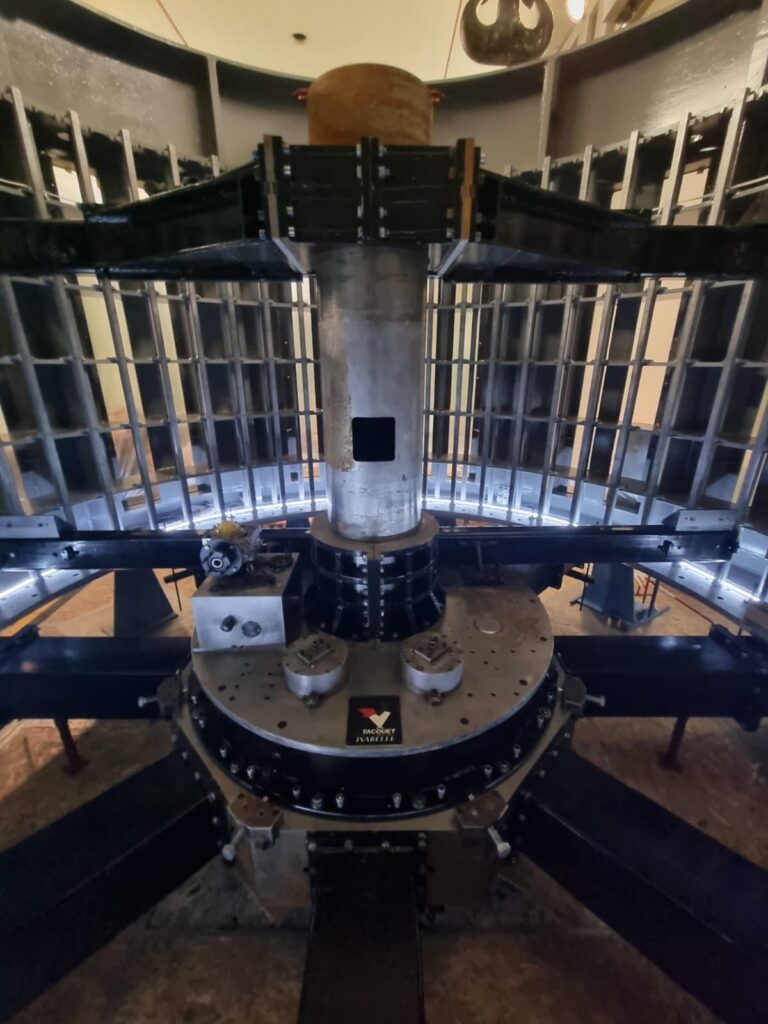
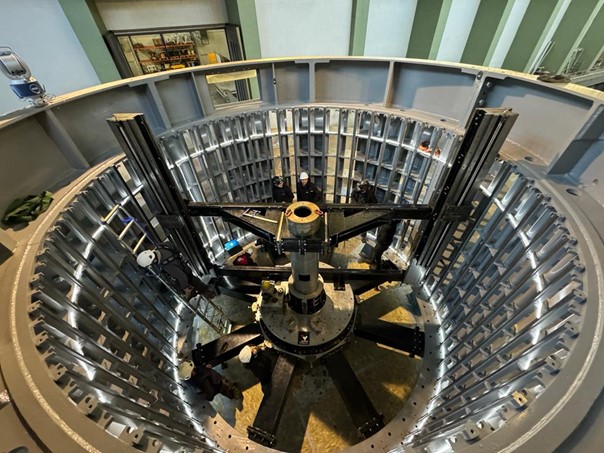
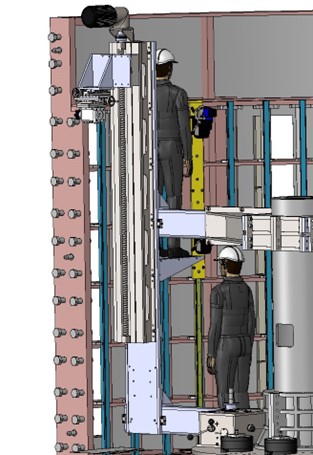
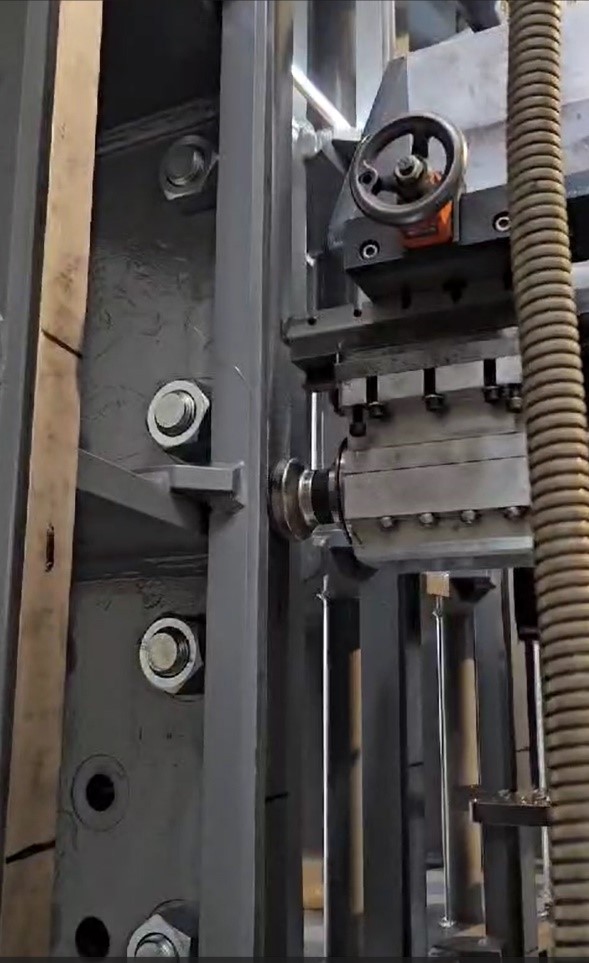
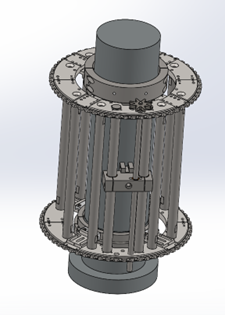
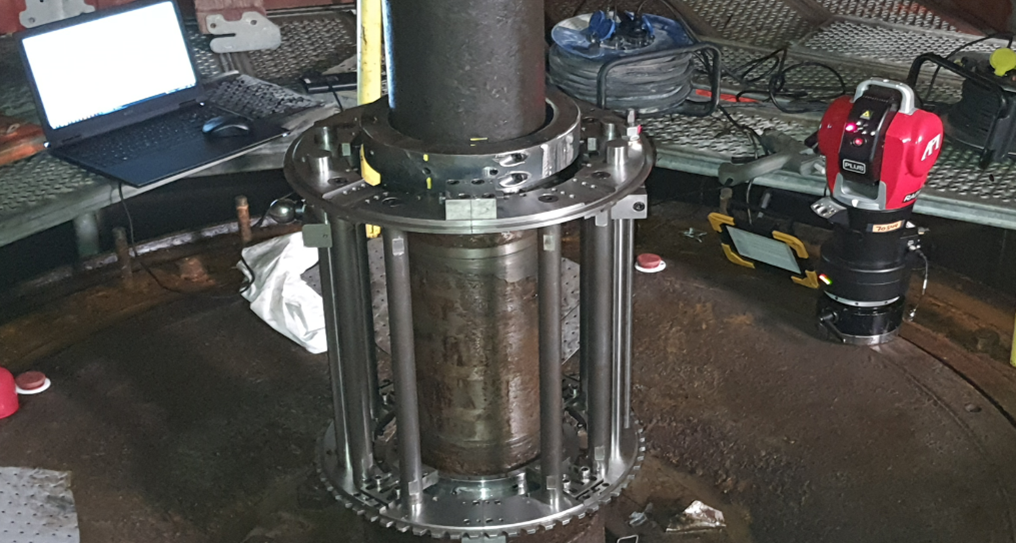
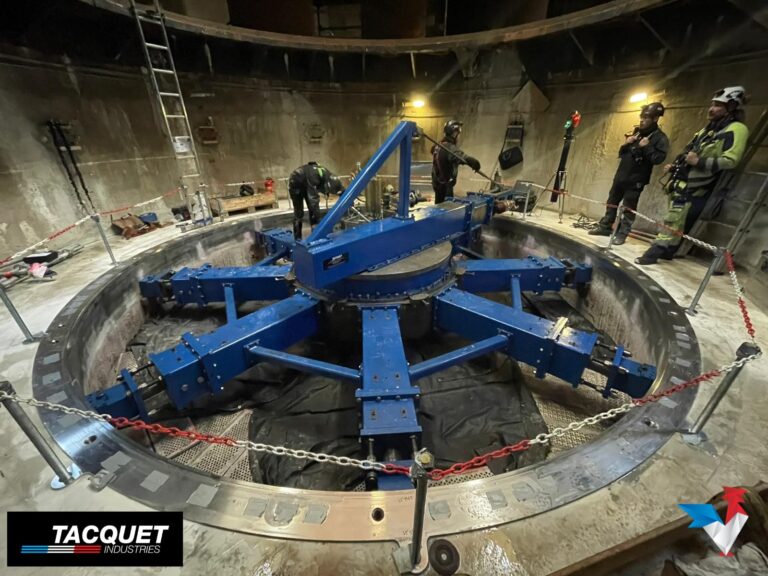
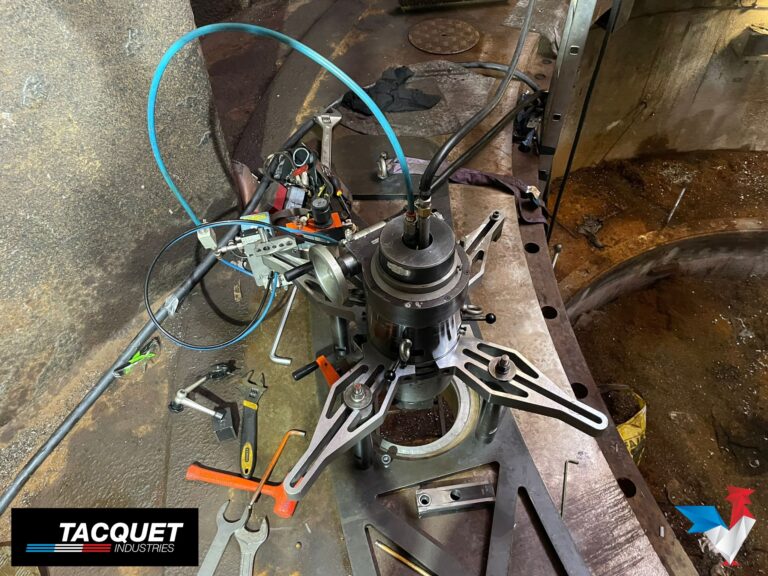
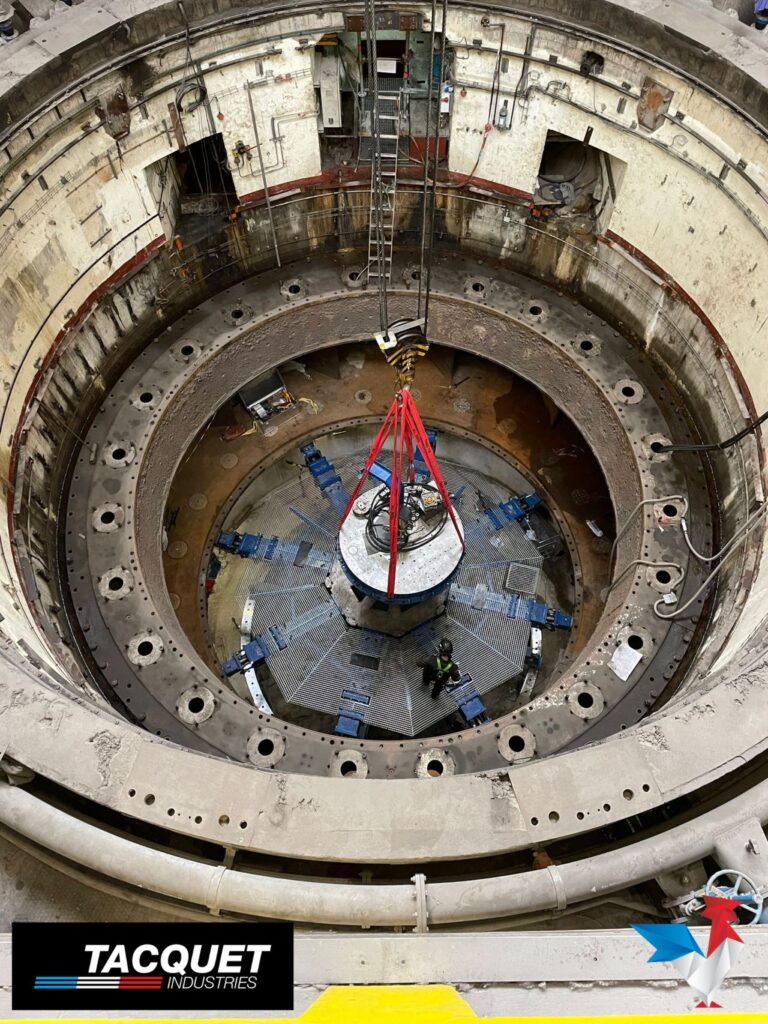
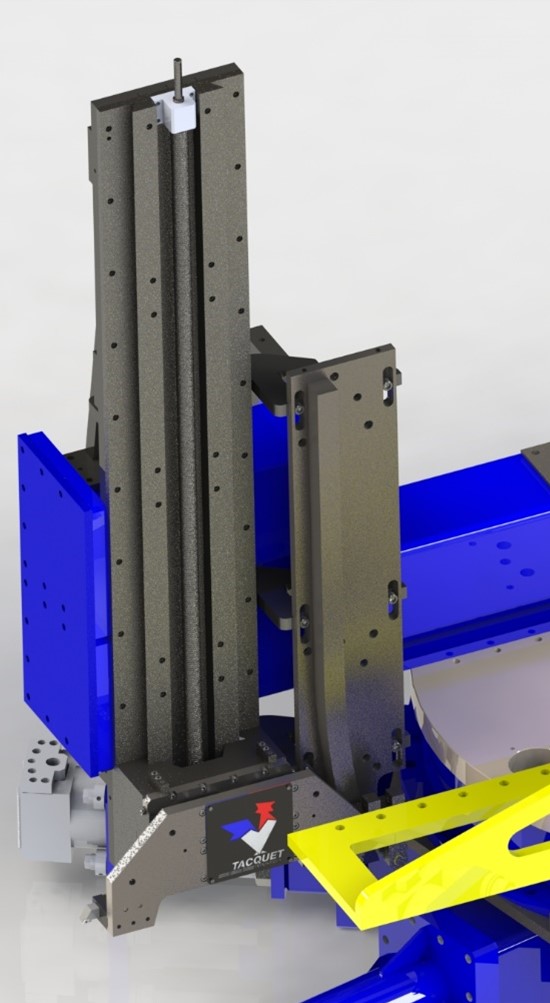
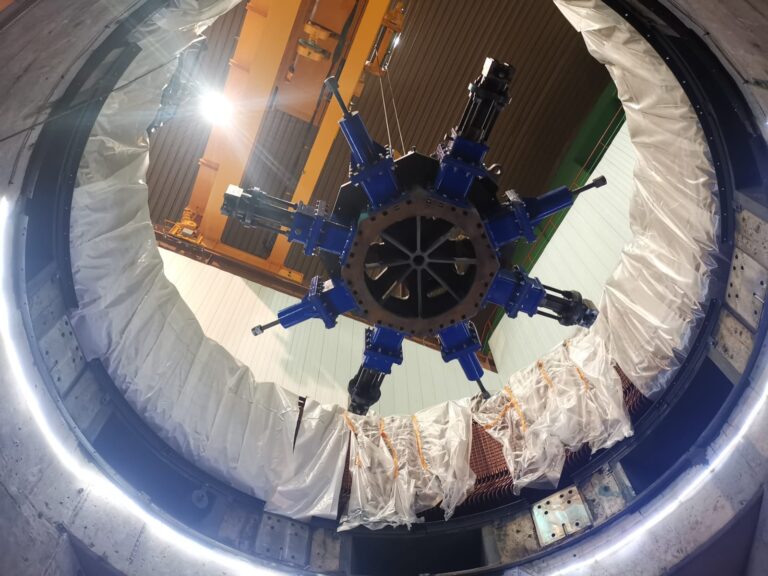
PRE-WORK & MACHINE SETUP
Installation of our machine in the turbine and adjustment with the help of the Laser Tracker